An overly dense design will incur extra costs and slows production
Here are a few of our favorite tricks for keeping your parts affordable and quicker to cut.
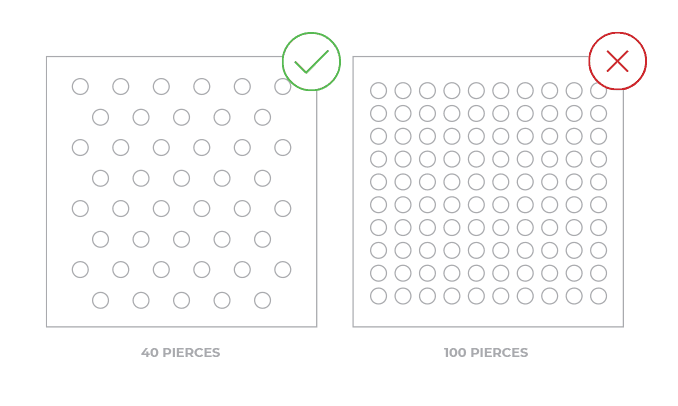
Reduce the number of holes or “pierces”
Each time hole or feature is created, the laser makes a pierce. The pierce can be the slowest part of the cutting process, and each pierce can be from 10 to 2,000 milliseconds, depending on the material. Those milliseconds add up, and can increase the cost of your part.
If you have a perforated pattern, consider spacing the holes apart more, or increase the size of the holes to reduce the total number of holes in the design.
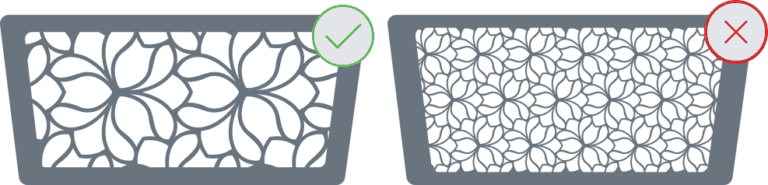
Refrain from super intricate, and delicate patterns
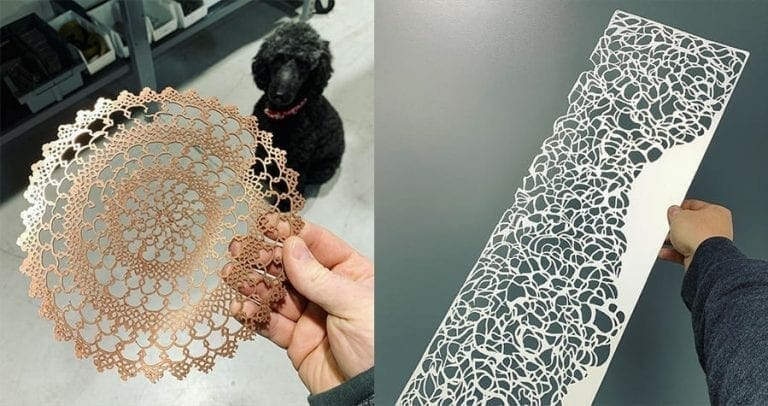
Our fiber laser is known for it’s accuracy and ability to cut small details, but, there are still limitations. Each cut means time that the laser is burning through the metal. On intricate designs with small bridges, this can result in the metal getting burnt edges and at times even warping.
In the example below, you can see burn marks on the edges of this intricate design. To remedy this, we asked the customer to thicken the joining lines of the pattern.
You can see burn marks on the edges of this intricate pendant pattern.
Eliminate duplicate lines and unnecessary geometry
Sometimes when designing using layers, guides, construction lines, rulers, etc, there will be unnecessary design artifacts in your exported DXF file. We recommend opening your DXF file running a few checks:
All unused layers are deleted
Hidden or locked objects are removed
Guides and construction lines are removed
Text notes and dimensions are removed
Borders, titles and part numbers should be deleted
Basically, the only geometry that we need is the cutting path for the laser to follow. Check out our Design Guidelines for more details.
Pre-flight Checklist
File is in a format that we accept (2D: .dxf, .dwg, .ai, .eps; 3D: .step or .stp)
All holes and cutouts are at least 50% material thickness for laser cut parts
All holes and cutouts are no less than 0.070” for most waterjet cut parts
All holes and cutouts are no less than 0.125” for all CNC routed parts
File is built at a 1:1 scale, preferably in inch or mm units
All objects are on the same layer
All stray points, duplicate lines, empty objects and text areas have been removed
No shapes have open contours
All shapes have been united, combined or merged
All text has been converted to outlines or paths
Cut-out text (reversed text) has bridges or has been stencilized
Начните свой первый проект SendCutSend уже сегодня!
Загрузите свой CAD-проект или воспользуйтесь нашим конструктором деталей и получите бесплатный мгновенный расчет стоимости по изготовлению деталей, вырезанных лазером на заказ, с доставкой к вашей двери в считанные дни.
Flush
Standoff, 4-40, .250" Zinc plus Clear Chromate
Aluminum:
5052, 6061, 7075
Steel: Mild, G30
SKU
SO-440-8
Thread Size
4-40 x .250″
Hole size in sheet (+0.003/-.0.000)
.168″
Minimum sheet thickness
0.040″
Maximum sheet thickness
.125″
Fastener material
Steel
Minimum distance hole C/L to edge
0.230″
When determining the distance between two or
more fasteners, you can calculate the distance by the
formula, C/L to edge + 1/2 the diameter of the second
mounting hole.
.345″
Recommended panel material
Steel/Aluminum
Coating type
Zinc
Length
.250″
Aluminum material ranges (5052, 6061, 7075)
0.040″-0.125″
Steel material ranges (CRS, HRPO, HR)
0.048″-0.119″
We proudly use hardware by PEM
Flush
Standoff, 4-40, .250" Passivated
Stainless
Steel: 304, 316
SKU
SO4-440-8
Thread Size
440
Hole size in sheet (+0.003/-.0.000)
.166″
Minimum sheet thickness
0.04″
Maximum sheet thickness
.125″
Fastener material
400 Stainless Steel
Minimum distance hole C/L to edge
0.230″
When determining the distance between two or
more fasteners, you can calculate the distance by the
formula, C/L to edge + 1/2 the diameter of the second
mounting hole. Example shown with x2 of the same
hardware.