Загрузите свой CAD-проект, получите мгновенное предложение, мы изготовим его и доставим прямо к вашей двери в течение 2-4 дней для стандартных заказов.
Мы работаем с векторными файлами 2D (форматы .dxf, .dwg, .ai или .eps) и 3D-файлами (форматы .step и .stp). Эти файлы должны быть в масштабе 1:1. В каждом файле должна быть только одна деталь, и только линии разреза и линии расположения гибки для детали, которую вы хотите, чтобы мы изготовили.
У вас нет файла CAD? Не беда. Попробуйте воспользоваться нашимиуслугами по проектированию, где мы создадим ваш файл и отправим вам корзину для покупки. Стоимость от 49 долларов.
Следуйте нашим рекомендациям по проектированию
Убедитесь, что ваш файл настроен для работы с нашими лазерами, следуя нашим рекомендациям по проектированию. Получите советы о том, как подготовить ваше творение к каждой из предоставляемых нами услуг по резке. У нас также есть дополнительные критерии проектирования, перечисленные на каждой из страниц материалов.
For laser cutting, we accept 2D vector files in
the following formats: DXF (Preferred), AI (Adobe Illustrator), EPS,
and DWG.
We also accept 3D files in the STEP and STP formats. If there’s
trouble uploading your file, please see our STEP/STP file guide.
If you design your parts in non-CAD software (Adobe
Illustrator, Inkscape, CorelDraw) please send us the original
(native) .ai or .eps file. We’ll take care of the
conversion on our end.
Please note that we cannot accept or process STL
(mesh) files or raster-type (JPEG, TIFF, PNG, BMP) files.
Stuck with only a raster file (JPEG, GIF,
PNG)?
We have tutorials to help you convert your art to a vector format
in Adobe Illustrator and Inkscape.
File requirements
We’re here to help you every step of the way in designing your laser-cut parts. Here are
some things to keep in mind:
Summary:
Artwork should be correctly scaled,
1:1
Files should only contain your
parts/cut-paths
Convert all text to
shapes/outlines.
Shapes and fonts/type should be
stencilized or connected with “bridges”
Shapes, holes or cutouts are at least
50% material thickness
Avoid intersecting or common lines
Your file should not contain empty
objects or open contours
Artwork should be correctly scaled
Your art should be sent to us at the exact size you want it cut (1:1 scale). We will
not adjust your design based on written dimensions in the drawing, they are ignored
by our system. Also, we prefer to work in Imperial Units (inches) when possible, but
metric units are acceptable.
Please note: If your design is in metric units, we only accept mm. We do not
support cm or meter units.
If you’ve converted your file from a raster file, please be sure to verify dimensions.
Printing your design at 100% scale may help you confirm dimensions and scale.
Files should only contain your parts/cut-paths
To save time (and possibly money), be sure to remove any instructions,
dimensions, notes, borders and unused objects from your file. You should only be
sending us the actual cut-path that the laser should follow for cutting. Notes,
quantities, etc. can be noted on your order. We’ll contact you right away if we have
more questions.
Please note: “Student Version” lettering is automatically
ignored by our systems. No need to worry if you are a student using
SolidWorks.
Convert all text to shapes/outlines.
If your vector design has any “active” text boxes, the CNC laser cutters won’t be
able to process the cut properly. To include text in your cut, simply convert active
text boxes into shapes or outlines, a process that is extremely easy to do in most design software.
Not sure if you have any active text boxes? Hover your cursor over the text, and if
it is editable as text, then it needs to be converted into a shape. In Illustrator, this is called
“converting to outlines.” In some CAD software, it might be called “explode” or
“expand.”
Shapes and fonts/type should be stencilized or connected with “bridges”
In the example below, all the shapes marked in red on the right will be lost or loose
because they are not connected to the outer shape. It can make installation
challenging if you are designing a sign or using a lot of text, and these kinds of
designs are difficult to laser cut to spec. You can remedy this by creating
“bridges” as seen below. When possible, think about your design as a stencil. This
will reduce the number of “loose” pieces that would need to be considered during
installation.
We’re unable to retain cut outs like the one’s highlighted in red
above. Please submit these as separate designs or add bridging if you want to
retain them.
Shapes, holes or cutouts are at least 50% material thickness
Holes or interior geometry that are smaller than 50% the thickness of your material
are unlikely to be cut accurately by the laser. This is because the laser “pierces”
the material to begin cutting, which requires a certain diameter allowance for holes
and other internal shapes.
As an example, if your material is 0.100” thick, the smallest hole you could expect
to cut would be 0.050” in diameter. A safe rule of thumb would be to keep all
geometry greater than 1/2 material thickness, and no smaller than .015″.
In the example above the red circles would be too small to cut correctly
Avoid intersecting or common lines
Check your design to make sure no two parts are touching or sharing a line. Be
sure that no lines overlap or intersect with each other. The laser will not
interpret these lines correctly, and the parts will not be cut. View your part as a
wireframe or in outline mode (Illustrator) to quickly spot these issues.
Your file should not contain empty objects or open contours
“Open contours” is a fancy way of saying your shape is not connected all the way
around. The laser will follow the path of your shape. If your shape stops, so does
the laser. Viewing your art in Outline or Wireframe mode in your design software is
a quick and easy way to find these issues.
Software specific tutorials
If you need software specific help for designing, check out one of the tutorials below.
We’ll add more tutorials soon.
Pre-flight checklist
File is in a format that we accept (2D: .dxf,
.dwg, .ai, .eps; 3D: .step or .stp)
All holes and cutouts are at least 50%
material thickness for laser cut parts
All holes and cutouts are no less than 0.070”
for most waterjet cut parts
All holes and cutouts are no less than 0.125”
for all CNC routed parts
File is built at a 1:1 scale, preferably in
inch or mm units
All objects are on the same layer
All stray points, duplicate lines, empty
objects and text areas have been removed
No shapes have open contours
All shapes have been united, combined or
merged
All text has been converted to outlines or
paths
Cut-out text (reversed text) has bridges or
has been stencilized
For laser cutting, we accept 2D vector files in
the following formats: DXF (Preferred), AI (Adobe Illustrator), EPS,
and DWG.
We also accept 3D files in the STEP and STP formats. If there’s
trouble uploading your file, please see our STEP/STP file guide.
If you design your parts in non-CAD software (Adobe
Illustrator, Inkscape, CorelDraw) please send us the original
(native) .ai or .eps file. We’ll take care of the
conversion on our end.
Please note that we cannot accept or process STL
(mesh) files or raster-type (JPEG, TIFF, PNG, BMP) files.
Stuck with only a raster file (JPEG, GIF,
PNG)?
We have tutorials to help you convert your art to a vector format
in Adobe Illustrator and Inkscape.
File requirements
We’re here to help you every step of the way in designing your laser-cut parts. Here are
some things to keep in mind:
Summary:
Artwork should be correctly scaled,
1:1
Files should only contain your
parts/cut-paths
Convert all text to
shapes/outlines.
Shapes and fonts/type should be
stencilized or connected with “bridges”
Shapes, holes or cutouts are at least
50% material thickness
Avoid intersecting or common lines
Your file should not contain empty
objects or open contours
Artwork should be correctly scaled
Your art should be sent to us at the exact size you want it cut (1:1 scale). We will
not adjust your design based on written dimensions in the drawing, they are ignored
by our system. Also, we prefer to work in Imperial Units (inches) when possible, but
metric units are acceptable.
Please note: If your design is in metric units, we only accept mm. We do not
support cm or meter units.
If you’ve converted your file from a raster file, please be sure to verify dimensions.
Printing your design at 100% scale may help you confirm dimensions and scale.
Files should only contain your parts/cut-paths
To save time (and possibly money), be sure to remove any instructions,
dimensions, notes, borders and unused objects from your file. You should only be
sending us the actual cut-path that the laser should follow for cutting. Notes,
quantities, etc. can be noted on your order. We’ll contact you right away if we have
more questions.
Please note: “Student Version” lettering is automatically
ignored by our systems. No need to worry if you are a student using
SolidWorks.
Convert all text to shapes/outlines.
If your vector design has any “active” text boxes, the CNC laser cutters won’t be
able to process the cut properly. To include text in your cut, simply convert active
text boxes into shapes or outlines, a process that is extremely easy to do in most design software.
Not sure if you have any active text boxes? Hover your cursor over the text, and if
it is editable as text, then it needs to be converted into a shape. In Illustrator, this is called
“converting to outlines.” In some CAD software, it might be called “explode” or
“expand.”
Shapes and fonts/type should be stencilized or connected with “bridges”
In the example below, all the shapes marked in red on the right will be lost or loose
because they are not connected to the outer shape. It can make installation
challenging if you are designing a sign or using a lot of text, and these kinds of
designs are difficult to laser cut to spec. You can remedy this by creating
“bridges” as seen below. When possible, think about your design as a stencil. This
will reduce the number of “loose” pieces that would need to be considered during
installation.
We’re unable to retain cut outs like the one’s highlighted in red
above. Please submit these as separate designs or add bridging if you want to
retain them.
Shapes, holes or cutouts are at least 50% material thickness
Holes or interior geometry that are smaller than 50% the thickness of your material
are unlikely to be cut accurately by the laser. This is because the laser “pierces”
the material to begin cutting, which requires a certain diameter allowance for holes
and other internal shapes.
As an example, if your material is 0.100” thick, the smallest hole you could expect
to cut would be 0.050” in diameter. A safe rule of thumb would be to keep all
geometry greater than 1/2 material thickness, and no smaller than .015″.
In the example above the red circles would be too small to cut correctly
Avoid intersecting or common lines
Check your design to make sure no two parts are touching or sharing a line. Be
sure that no lines overlap or intersect with each other. The laser will not
interpret these lines correctly, and the parts will not be cut. View your part as a
wireframe or in outline mode (Illustrator) to quickly spot these issues.
Your file should not contain empty objects or open contours
“Open contours” is a fancy way of saying your shape is not connected all the way
around. The laser will follow the path of your shape. If your shape stops, so does
the laser. Viewing your art in Outline or Wireframe mode in your design software is
a quick and easy way to find these issues.
Software specific tutorials
If you need software specific help for designing, check out one of the tutorials below.
We’ll add more tutorials soon.
Pre-flight checklist
File is in a format that we accept (2D: .dxf,
.dwg, .ai, .eps; 3D: .step or .stp)
All holes and cutouts are at least 50%
material thickness for laser cut parts
All holes and cutouts are no less than 0.070”
for most waterjet cut parts
All holes and cutouts are no less than 0.125”
for all CNC routed parts
File is built at a 1:1 scale, preferably in
inch or mm units
All objects are on the same layer
All stray points, duplicate lines, empty
objects and text areas have been removed
No shapes have open contours
All shapes have been united, combined or
merged
All text has been converted to outlines or
paths
Cut-out text (reversed text) has bridges or
has been stencilized
For laser cutting, we accept 2D vector files in
the following formats: DXF (Preferred), AI (Adobe Illustrator), EPS,
and DWG.
We also accept 3D files in the STEP and STP formats. If there’s
trouble uploading your file, please see our STEP/STP file guide.
If you design your parts in non-CAD software (Adobe
Illustrator, Inkscape, CorelDraw) please send us the original
(native) .ai or .eps file. We’ll take care of the
conversion on our end.
Please note that we cannot accept or process STL
(mesh) files or raster-type (JPEG, TIFF, PNG, BMP) files.
Stuck with only a raster file (JPEG, GIF,
PNG)?
We have tutorials to help you convert your art to a vector format
in Adobe Illustrator and Inkscape.
Tooling diameter and radius
For composite materials, we use a CNC, chip-subtractive method (2-dimensional CNC
flatbed machining) to cut your parts. We’ll use a 0.125″ bit, so allow
for a radius of .063” on all internal geometry and minimum hole size of .125”.
Simple, 2-dimensional,
perpendicular cuts
No V-groves
No Threads
No 3D Contours
No Partial Depth Cuts
No Double-Sided Cuts
No Counter Bores
Minimum and maximum part sizes
For composite materials, we are limiting the minimum and maximum part sizes in order to
provide you with the quickest and most efficient CNC machining possible.
Minimum part size:
1” x 2”
Maximum part size:
44” x 23” (Delrin)
44” x 30” (ABS, ACM, HDPE, MDF, Plywood, and UHMW)
Overall size limitations for cutting by material can also be found in our part sizing chart.
CNC router tabs
All parts machined using the CNC router will have small fixturing tabs leftover on
the edges. We use these tabs to ensure your parts remain in place and secure during
the manufacturing process.
Tabs will be approximately .1875″ wide, and the depth will be equal to half of
your chosen material thickness. These tabs can be easily sanded down and will not
affect your final design in any way.
Inside angles (acute angles) will have a slight radius due to the use of a round
cutting tool. The radius will be .063″ due to the tool’s .125″
diameter.
Outside corners are unaffected, but tooling limitations make it impractical for us to
produce perfectly square or sharp inside corners.
Material removal and design
density considerations
Parts with large amounts of material removal may be impractical for us to produce.
Grills, grates, and perforated patterns are not recommended and may be rejected.
We recommend no more than 50% material removed from a given part. The more material
that you remove, the greater the risk that your part will move during the cutting
process and become damaged.
Using gogbone fillets for square
corners
If you have been designing in CAD for any length of time, you will be familiar with
standard fillets. You may be less familiar with another type of fillet commonly used
with CNC milling: The “Dogbone” fillet.
A standard fillet is used to reduce the sharpness of corners. You can modify corners
with either a chamfer or curve.
The solution: Dogbone fillets!
However, for materials that are CNC machined, the inner corners can never be sharper
than the diameter of the cutting tool. This is because the tooling is round, and
it’s not possible to get perfectly square corners on interior geometry. Instead,
these corners will be slightly rounded inwards (approximately .063″ radius). This
can cause problems when joining parts, as a part with square edges might not fit in
a hole or slot with rounded corners.
We’re unable to accommodate plunge cuts; all holes and slots must be at least
0.125″ wide.
Ready, set go!
Now that you have the knowledge you are ready to start designing your parts for the CNC
mill. Questions? Reach out to our support team.
Pre-flight checklist
File is in a format that we accept (2D: .dxf,
.dwg, .ai, .eps; 3D: .step or .stp)
All holes and cutouts are at least 50%
material thickness for laser cut parts
All holes and cutouts are no less than 0.070”
for most waterjet cut parts
All holes and cutouts are no less than 0.125”
for all CNC routed parts
File is built at a 1:1 scale, preferably in
inch or mm units
All objects are on the same layer
All stray points, duplicate lines, empty
objects and text areas have been removed
No shapes have open contours
All shapes have been united, combined or
merged
All text has been converted to outlines or
paths
Cut-out text (reversed text) has bridges or
has been stencilized
For laser cutting, we accept 2D vector files in
the following formats: DXF (Preferred), AI (Adobe Illustrator), EPS,
and DWG.
We also accept 3D files in the STEP and STP formats. If there’s
trouble uploading your file, please see our STEP/STP file guide.
If you design your parts in non-CAD software (Adobe
Illustrator, Inkscape, CorelDraw) please send us the original
(native) .ai or .eps file. We’ll take care of the
conversion on our end.
Please note that we cannot accept or process STL
(mesh) files or raster-type (JPEG, TIFF, PNG, BMP) files.
Stuck with only a raster file (JPEG, GIF,
PNG)?
We have tutorials to help you convert your art to a vector format
in Adobe Illustrator and Inkscape.
Tooling diameter and radius
For composite materials, we use a CNC, chip-subtractive method (2-dimensional CNC
flatbed machining) to cut your parts. We’ll use a 0.125″ bit, so allow
for a radius of .063” on all internal geometry and minimum hole size of .125”.
Simple, 2-dimensional,
perpendicular cuts
No V-groves
No Threads
No 3D Contours
No Partial Depth Cuts
No Double-Sided Cuts
No Counter Bores
Minimum and maximum part sizes
For composite materials, we are limiting the minimum and maximum part sizes in order to
provide you with the quickest and most efficient CNC machining possible.
Minimum part size:
1” x 2”
Maximum part size:
44” x 23” (Delrin)
44” x 30” (ABS, ACM, HDPE, MDF, Plywood, and UHMW)
Overall size limitations for cutting by material can also be found in our part sizing chart.
CNC router tabs
All parts machined using the CNC router will have small fixturing tabs leftover on
the edges. We use these tabs to ensure your parts remain in place and secure during
the manufacturing process.
Tabs will be approximately .1875″ wide, and the depth will be equal to half of
your chosen material thickness. These tabs can be easily sanded down and will not
affect your final design in any way.
Inside angles (acute angles) will have a slight radius due to the use of a round
cutting tool. The radius will be .063″ due to the tool’s .125″
diameter.
Outside corners are unaffected, but tooling limitations make it impractical for us to
produce perfectly square or sharp inside corners.
Material removal and design
density considerations
Parts with large amounts of material removal may be impractical for us to produce.
Grills, grates, and perforated patterns are not recommended and may be rejected.
We recommend no more than 50% material removed from a given part. The more material
that you remove, the greater the risk that your part will move during the cutting
process and become damaged.
Using gogbone fillets for square
corners
If you have been designing in CAD for any length of time, you will be familiar with
standard fillets. You may be less familiar with another type of fillet commonly used
with CNC milling: The “Dogbone” fillet.
A standard fillet is used to reduce the sharpness of corners. You can modify corners
with either a chamfer or curve.
The solution: Dogbone fillets!
However, for materials that are CNC machined, the inner corners can never be sharper
than the diameter of the cutting tool. This is because the tooling is round, and
it’s not possible to get perfectly square corners on interior geometry. Instead,
these corners will be slightly rounded inwards (approximately .063″ radius). This
can cause problems when joining parts, as a part with square edges might not fit in
a hole or slot with rounded corners.
We’re unable to accommodate plunge cuts; all holes and slots must be at least
0.125″ wide.
Ready, set go!
Now that you have the knowledge you are ready to start designing your parts for the CNC
mill. Questions? Reach out to our support team.
Pre-flight checklist
File is in a format that we accept (2D: .dxf,
.dwg, .ai, .eps; 3D: .step or .stp)
All holes and cutouts are at least 50%
material thickness for laser cut parts
All holes and cutouts are no less than 0.070”
for most waterjet cut parts
All holes and cutouts are no less than 0.125”
for all CNC routed parts
File is built at a 1:1 scale, preferably in
inch or mm units
All objects are on the same layer
All stray points, duplicate lines, empty
objects and text areas have been removed
No shapes have open contours
All shapes have been united, combined or
merged
All text has been converted to outlines or
paths
Cut-out text (reversed text) has bridges or
has been stencilized
For laser cutting, we accept 2D vector files in the following formats: DXF (Preferred), AI (Adobe Illustrator), EPS, and DWG.
We also accept 3D files in the STEP and STP formats. If there’s trouble uploading your file, please see our STEP/STP file guide.
If you design your parts in non-CAD software (Adobe Illustrator, Inkscape, CorelDraw) please send us the original (native) .ai or .eps file. We’ll take care of the conversion on our end.
Please note that we cannot accept or process STL (mesh) files or raster-type (JPEG, TIFF, PNG, BMP) files.
Stuck with only a raster file (JPEG, GIF, PNG)?
We have tutorials to help you convert your art to a vector format in Adobe Illustrator and Inkscape.
File Requirements
We’re here to help you every step of the way in designing your waterjet cut parts. Here are some things to keep in mind:
Summary:
All holes and cutouts should be at least 50% material thickness and no less than 0.070”
File should be built at a 1:1 scale, preferably in inch or mm units
All stray points, duplicate lines, empty objects, and text areas should be removed
No shapes should have open contours
No intersecting or shared lines
All text should be converted to outlines or paths
Shapes and fonts/type should be stencilized or connected with “bridges”
Shapes, holes, or cutouts are thick enough for the chosen material
The minimum hole size in waterjet cut parts changes depending on the thickness and type of material. Be sure to check the material page for your chosen material to ensure your design exceeds the minimum geometry size.
As an example, if you are designing a part out of 0.063″ carbon fiber 50% of this material thickness would be .0315″, however, the minimum hole size is 0.07″. This means that any interior geometry, hole, and cutouts must be equal to or greater than .07”.
In the example above the red circles would be too small to cut correctly.
Keep in mind that, similar to the CNC router, all corners will be radiused due to the shape and size of the waterjet stream. The corner radii will be .032”.
Artwork should be correctly scaled
Your art should be sent to us at the exact size you want it cut (1:1 scale), in either inch units or mm units. We will not adjust your design based on written dimensions in the drawing, they are ignored by our system. We prefer to work in Imperial Units (inches) when possible, but metric units are acceptable as long as you remain consistent between your file units and the units you input for quoting.
Please note: If your design is in metric units, we only accept mm. We do not support cm or meter units.
Please don’t do this:
Files should only contain your parts/cut-paths
To save time (and possibly money), be sure to remove any instructions, dimensions, notes, borders and unused objects from your file. You should only be sending us the actual cut-path that the waterjet should follow for cutting. Notes, quantities, etc. can be noted on your order, not in the drawing itself.
Please note: “Student Version” lettering is automatically ignored by our systems. No need to worry if you are a student using SolidWorks.
Your file should not contain empty objects or open contours
“Open contours” is a fancy way of saying your shape is not connected all the way around. The waterjet will follow the path of your shape. If your shape stops, so does the waterjet.
Viewing your art in Outline or Wireframe mode in your design software is a quick and easy way to find these issues.
Avoid intersecting or common lines
Check your design to make sure no two parts are touching or sharing a line. You also want to be sure that no lines overlap or intersect with each other. The waterjet will not interpret these lines correctly, and the parts will not be cut. To quickly spot these issues, view your part as a wireframe or in outline mode (Illustrator).
Convert all text to shapes/outlines.
If your vector design has any “active” text boxes, our automated system won’t be able to process the cut properly.
To include text in your waterjet cut parts, convert active text boxes into shapes or outlines, a process that is easy to do in most design software.
Not sure if you have any active text boxes? Hover your cursor over the text, and if it is editable as text, then it needs to be converted into a shape. In Illustrator, this is called “converting to outlines.” In some CAD software, it might be called “explode” or “expand.”
Software Specific Tutorials
Pre-flight Checklist
File is in a format that we accept (2D: .dxf, .dwg, .ai, .eps; 3D: .step or .stp)
All holes and cutouts are at least 50% material thickness for laser cut parts
All holes and cutouts are no less than 0.070” for most waterjet cut parts
All holes and cutouts are no less than 0.125” for all CNC routed parts
File is built at a 1:1 scale, preferably in inch or mm units
All objects are on the same layer
All stray points, duplicate lines, empty objects and text areas have been removed
No shapes have open contours
All shapes have been united, combined or merged
All text has been converted to outlines or paths
Cut-out text (reversed text) has bridges or has been stencilized
For laser cutting, we accept 2D vector files in the following formats: DXF (Preferred), AI (Adobe Illustrator), EPS, and DWG.
We also accept 3D files in the STEP and STP formats. If there’s trouble uploading your file, please see our STEP/STP file guide.
If you design your parts in non-CAD software (Adobe Illustrator, Inkscape, CorelDraw) please send us the original (native) .ai or .eps file. We’ll take care of the conversion on our end.
Please note that we cannot accept or process STL (mesh) files or raster-type (JPEG, TIFF, PNG, BMP) files.
Stuck with only a raster file (JPEG, GIF, PNG)?
We have tutorials to help you convert your art to a vector format in Adobe Illustrator and Inkscape.
File Requirements
We’re here to help you every step of the way in designing your waterjet cut parts. Here are some things to keep in mind:
Summary:
All holes and cutouts should be at least 50% material thickness and no less than 0.070”
File should be built at a 1:1 scale, preferably in inch or mm units
All stray points, duplicate lines, empty objects, and text areas should be removed
No shapes should have open contours
No intersecting or shared lines
All text should be converted to outlines or paths
Shapes and fonts/type should be stencilized or connected with “bridges”
Shapes, holes, or cutouts are thick enough for the chosen material
The minimum hole size in waterjet cut parts changes depending on the thickness and type of material. Be sure to check the material page for your chosen material to ensure your design exceeds the minimum geometry size.
As an example, if you are designing a part out of 0.063″ carbon fiber 50% of this material thickness would be .0315″, however, the minimum hole size is 0.07″. This means that any interior geometry, hole, and cutouts must be equal to or greater than .07”.
In the example above the red circles would be too small to cut correctly.
Keep in mind that, similar to the CNC router, all corners will be radiused due to the shape and size of the waterjet stream. The corner radii will be .032”.
Artwork should be correctly scaled
Your art should be sent to us at the exact size you want it cut (1:1 scale), in either inch units or mm units. We will not adjust your design based on written dimensions in the drawing, they are ignored by our system. We prefer to work in Imperial Units (inches) when possible, but metric units are acceptable as long as you remain consistent between your file units and the units you input for quoting.
Please note: If your design is in metric units, we only accept mm. We do not support cm or meter units.
Please don’t do this:
Files should only contain your parts/cut-paths
To save time (and possibly money), be sure to remove any instructions, dimensions, notes, borders and unused objects from your file. You should only be sending us the actual cut-path that the waterjet should follow for cutting. Notes, quantities, etc. can be noted on your order, not in the drawing itself.
Please note: “Student Version” lettering is automatically ignored by our systems. No need to worry if you are a student using SolidWorks.
Your file should not contain empty objects or open contours
“Open contours” is a fancy way of saying your shape is not connected all the way around. The waterjet will follow the path of your shape. If your shape stops, so does the waterjet.
Viewing your art in Outline or Wireframe mode in your design software is a quick and easy way to find these issues.
Avoid intersecting or common lines
Check your design to make sure no two parts are touching or sharing a line. You also want to be sure that no lines overlap or intersect with each other. The waterjet will not interpret these lines correctly, and the parts will not be cut. To quickly spot these issues, view your part as a wireframe or in outline mode (Illustrator).
Convert all text to shapes/outlines.
If your vector design has any “active” text boxes, our automated system won’t be able to process the cut properly.
To include text in your waterjet cut parts, convert active text boxes into shapes or outlines, a process that is easy to do in most design software.
Not sure if you have any active text boxes? Hover your cursor over the text, and if it is editable as text, then it needs to be converted into a shape. In Illustrator, this is called “converting to outlines.” In some CAD software, it might be called “explode” or “expand.”
Software Specific Tutorials
Pre-flight Checklist
File is in a format that we accept (2D: .dxf, .dwg, .ai, .eps; 3D: .step or .stp)
All holes and cutouts are at least 50% material thickness for laser cut parts
All holes and cutouts are no less than 0.070” for most waterjet cut parts
All holes and cutouts are no less than 0.125” for all CNC routed parts
File is built at a 1:1 scale, preferably in inch or mm units
All objects are on the same layer
All stray points, duplicate lines, empty objects and text areas have been removed
No shapes have open contours
All shapes have been united, combined or merged
All text has been converted to outlines or paths
Cut-out text (reversed text) has bridges or has been stencilized
[DETAIL_TEXT_TYPE] => html
[~DETAIL_TEXT_TYPE] => html
[PREVIEW_TEXT] => To waterjet cut your parts as quickly and accurately as possible, please make sure your files meet our guidelines. The better the file, the better the parts!
[~PREVIEW_TEXT] => To waterjet cut your parts as quickly and accurately as possible, please make sure your files meet our guidelines. The better the file, the better the parts!
[PREVIEW_TEXT_TYPE] => text
[~PREVIEW_TEXT_TYPE] => text
[PREVIEW_PICTURE] => Array
(
[ID] => 402
[TIMESTAMP_X] => 24.09.2024 15:46:39
[MODULE_ID] => iblock
[HEIGHT] => 474
[WIDTH] => 900
[FILE_SIZE] => 46802
[CONTENT_TYPE] => image/webp
[SUBDIR] => iblock/447
[FILE_NAME] => 0wyajevos9aw3c2nm84qz2lj1goh8fql.webp
[ORIGINAL_NAME] => waterjet-e1671220350571.webp
[DESCRIPTION] =>
[HANDLER_ID] =>
[EXTERNAL_ID] => e1e0288649e22faeda99ac1476162275
[VERSION_ORIGINAL_ID] =>
[META] =>
[SRC] => /upload/iblock/447/0wyajevos9aw3c2nm84qz2lj1goh8fql.webp
[UNSAFE_SRC] => /upload/iblock/447/0wyajevos9aw3c2nm84qz2lj1goh8fql.webp
[SAFE_SRC] => /upload/iblock/447/0wyajevos9aw3c2nm84qz2lj1goh8fql.webp
[ALT] => Гидроабразивная резка
[TITLE] => Гидроабразивная резка
)
[~PREVIEW_PICTURE] => 402
[LANG_DIR] => /
[~LANG_DIR] => /
[CODE] => waterjet-cutting
[~CODE] => waterjet-cutting
[EXTERNAL_ID] => 255
[~EXTERNAL_ID] => 255
[IBLOCK_TYPE_ID] => content
[~IBLOCK_TYPE_ID] => content
[IBLOCK_CODE] =>
[~IBLOCK_CODE] =>
[IBLOCK_EXTERNAL_ID] =>
[~IBLOCK_EXTERNAL_ID] =>
[LID] => s1
[~LID] => s1
[EDIT_LINK] =>
[DELETE_LINK] =>
[DISPLAY_ACTIVE_FROM] =>
[FIELDS] => Array
(
[ID] => 255
)
[PROPERTIES] => Array
(
[VIDEO] => Array
(
[ID] => 30
[IBLOCK_ID] => 4
[NAME] => Главное видео
[ACTIVE] => Y
[SORT] => 1
[CODE] => VIDEO
[DEFAULT_VALUE] =>
[PROPERTY_TYPE] => S
[ROW_COUNT] => 1
[COL_COUNT] => 30
[LIST_TYPE] => L
[MULTIPLE] => N
[XML_ID] =>
[FILE_TYPE] =>
[MULTIPLE_CNT] => 5
[LINK_IBLOCK_ID] => 0
[WITH_DESCRIPTION] => N
[SEARCHABLE] => N
[FILTRABLE] => N
[IS_REQUIRED] => N
[VERSION] => 2
[USER_TYPE] =>
[USER_TYPE_SETTINGS] => Array
(
)
[HINT] =>
[~NAME] => Главное видео
[~DEFAULT_VALUE] =>
[VALUE_ENUM] =>
[VALUE_XML_ID] =>
[VALUE_SORT] =>
[VALUE] => https://www.youtube.com/embed/CshjzDgO1G0
[PROPERTY_VALUE_ID] => 255:30
[DESCRIPTION] =>
[~VALUE] => https://www.youtube.com/embed/CshjzDgO1G0
[~DESCRIPTION] =>
)
[MORE_VIDEO] => Array
(
[ID] => 31
[IBLOCK_ID] => 4
[NAME] => Видео
[ACTIVE] => Y
[SORT] => 2
[CODE] => MORE_VIDEO
[DEFAULT_VALUE] =>
[PROPERTY_TYPE] => S
[ROW_COUNT] => 1
[COL_COUNT] => 30
[LIST_TYPE] => L
[MULTIPLE] => Y
[XML_ID] =>
[FILE_TYPE] =>
[MULTIPLE_CNT] => 5
[LINK_IBLOCK_ID] => 0
[WITH_DESCRIPTION] => N
[SEARCHABLE] => N
[FILTRABLE] => N
[IS_REQUIRED] => N
[VERSION] => 2
[USER_TYPE] =>
[USER_TYPE_SETTINGS] => Array
(
)
[HINT] =>
[~NAME] => Видео
[~DEFAULT_VALUE] =>
[VALUE_ENUM] =>
[VALUE_XML_ID] =>
[VALUE_SORT] =>
[VALUE] =>
[PROPERTY_VALUE_ID] =>
[DESCRIPTION] =>
[~DESCRIPTION] =>
[~VALUE] =>
)
[FAQ] => Array
(
[ID] => 33
[IBLOCK_ID] => 4
[NAME] => FAQ
[ACTIVE] => Y
[SORT] => 3
[CODE] => FAQ
[DEFAULT_VALUE] =>
[PROPERTY_TYPE] => E
[ROW_COUNT] => 1
[COL_COUNT] => 30
[LIST_TYPE] => L
[MULTIPLE] => Y
[XML_ID] =>
[FILE_TYPE] =>
[MULTIPLE_CNT] => 5
[LINK_IBLOCK_ID] => 5
[WITH_DESCRIPTION] => N
[SEARCHABLE] => N
[FILTRABLE] => N
[IS_REQUIRED] => N
[VERSION] => 2
[USER_TYPE] => EAutocomplete
[USER_TYPE_SETTINGS] => Array
(
[VIEW] => A
[SHOW_ADD] => N
[MAX_WIDTH] => 0
[MIN_HEIGHT] => 24
[MAX_HEIGHT] => 1000
[BAN_SYM] => ,;
[REP_SYM] =>
[OTHER_REP_SYM] =>
[IBLOCK_MESS] => N
)
[HINT] =>
[~NAME] => FAQ
[~DEFAULT_VALUE] =>
[VALUE_ENUM] =>
[VALUE_XML_ID] =>
[VALUE_SORT] =>
[VALUE] =>
[PROPERTY_VALUE_ID] =>
[DESCRIPTION] =>
[~DESCRIPTION] =>
[~VALUE] =>
)
[BLOG] => Array
(
[ID] => 34
[IBLOCK_ID] => 4
[NAME] => BLOG
[ACTIVE] => Y
[SORT] => 4
[CODE] => BLOG
[DEFAULT_VALUE] =>
[PROPERTY_TYPE] => E
[ROW_COUNT] => 1
[COL_COUNT] => 30
[LIST_TYPE] => L
[MULTIPLE] => Y
[XML_ID] =>
[FILE_TYPE] =>
[MULTIPLE_CNT] => 5
[LINK_IBLOCK_ID] => 6
[WITH_DESCRIPTION] => N
[SEARCHABLE] => N
[FILTRABLE] => N
[IS_REQUIRED] => N
[VERSION] => 2
[USER_TYPE] => EAutocomplete
[USER_TYPE_SETTINGS] => Array
(
[VIEW] => A
[SHOW_ADD] => N
[MAX_WIDTH] => 0
[MIN_HEIGHT] => 24
[MAX_HEIGHT] => 1000
[BAN_SYM] => ,;
[REP_SYM] =>
[OTHER_REP_SYM] =>
[IBLOCK_MESS] => N
)
[HINT] =>
[~NAME] => BLOG
[~DEFAULT_VALUE] =>
[VALUE_ENUM] =>
[VALUE_XML_ID] =>
[VALUE_SORT] =>
[VALUE] =>
[PROPERTY_VALUE_ID] =>
[DESCRIPTION] =>
[~DESCRIPTION] =>
[~VALUE] =>
)
[MATERIALS] => Array
(
[ID] => 32
[IBLOCK_ID] => 4
[NAME] => Материалы
[ACTIVE] => Y
[SORT] => 10
[CODE] => MATERIALS
[DEFAULT_VALUE] =>
[PROPERTY_TYPE] => E
[ROW_COUNT] => 1
[COL_COUNT] => 30
[LIST_TYPE] => L
[MULTIPLE] => Y
[XML_ID] =>
[FILE_TYPE] =>
[MULTIPLE_CNT] => 5
[LINK_IBLOCK_ID] => 1
[WITH_DESCRIPTION] => N
[SEARCHABLE] => N
[FILTRABLE] => N
[IS_REQUIRED] => N
[VERSION] => 2
[USER_TYPE] => EAutocomplete
[USER_TYPE_SETTINGS] => Array
(
[VIEW] => E
[SHOW_ADD] => N
[MAX_WIDTH] => 0
[MIN_HEIGHT] => 24
[MAX_HEIGHT] => 1000
[BAN_SYM] => ,;
[REP_SYM] =>
[OTHER_REP_SYM] =>
[IBLOCK_MESS] => N
)
[HINT] =>
[~NAME] => Материалы
[~DEFAULT_VALUE] =>
[VALUE_ENUM] =>
[VALUE_XML_ID] =>
[VALUE_SORT] =>
[VALUE] =>
[PROPERTY_VALUE_ID] =>
[DESCRIPTION] =>
[~DESCRIPTION] =>
[~VALUE] =>
)
[DESCRIPTION] =>
)
[DISPLAY_PROPERTIES] => Array
(
)
[IPROPERTY_VALUES] => Array
(
)
)
1
Anodizing will add a $9 minimum to your order with quantity discounts starting when you order more than one of an identical part.
We machine and process your parts as quickly as possible, but keep in mind that anodizing will add 7-10 business days to the processing time for your order.
For the best turnaround times, we recommend splitting any parts that require anodizing into their own separate order This allows us to process the anodized parts separately and ship your non-anodized parts as soon as they’re ready.
Materials Available
Many non-ferrous metals can be anodized, but aluminum is the best candidate and creates the most successful finish. At this time, we offer three different aluminum alloys for sulfuric anodizing:
5052 Aluminum: .063-.500″ (1.6 – 12.7mm)
6061 Aluminum: .063-.500″ (1.6 – 12.7mm)
7075 Aluminum: .125-.250″ (3.18 – 6.35mm)
Available Anodizing Colors
Black
Type II, Class II MIL-A-8625
Clear
Type II, Class II MIL-A-8625
Blue
Type II, Class II MIL-A-8625
Gold
Type II, Class II MIL-A-8625
Red
Type II, Class II MIL-A-8625
Colors may vary by batch. Click swatches to view.
Geometry Requirements
Parts need to meet certain requirements in order to be anodized successfully.
All anodized parts must be at least 1″ x 3″ to meet handling and deburring needs. The shortest dimension should be no smaller than 1″, and the whole square area of the part should be no less than 3”.
Anodized parts can be a maximum of 23” x 23”. Anodizing limits the maximum size of the part, but keep in mind that your parts also need to fit within the deburring geometry requirements. Deburring will be a preselected option on all anodized parts.
We require that all anodized parts include a hole for processing. The hole must be a minimum of .063” (1.60mm), but if your chosen material and thickness has a minimum hole size that’s larger than .063” (1.60mm), the provided hole should align with that hole size instead.
File Setup
If after reading these guidelines you’ve found you need to make some changes to your part design, check out our tutorials for designing and preparing your files in Illustrator, Inkscape, and Fusion 360.
What To Expect
Some imperfections may be visible through the anodizing
Color finishes may vary from batch to batch
Different alloys will have significantly different color finishes
Anodized 7075 aluminum parts will have duller coloring and a more pronounced difference in appearance between the face and cut edge due to the high zinc content of the material
If deburring is omitted, all imperfections will be visible and enhanced in severity
We strongly recommend utilizing our deburring service alongside anodizing
Parts requiring welding should not be anodized
Anodizing is non-conductive
The anodizing can scratch and raw material will be visible below
Bend lines will be visible through the anodizing (die protection is not available)
Type II anodizing will add ~0.0002”-0.0009” per side to the surface of your parts
Pre-flight Checklist
Before you upload your design files, be sure to go through our pre-flight checklist:
File is in a format that we accept (2D: .dxf, .dwg, .ai, .eps; 3D: .step or .stp)
All holes and cutouts are at least 50% material thickness for laser cut parts
All holes and cutouts are no less than 0.070” for most waterjet cut parts
All holes and cutouts are no less than 0.125” for all CNC routed parts
File is built at a 1:1 scale, preferably in inch or mm units
All objects are on the same layer
All stray points, duplicate lines, empty objects and text areas have been removed
No shapes have open contours
All shapes have been united, combined or merged
All text has been converted to outlines or paths
Cut-out text (reversed text) has bridges or has been stencilized
[~DETAIL_TEXT] =>
Pricing/Order Information
Anodizing will add a $9 minimum to your order with quantity discounts starting when you order more than one of an identical part.
We machine and process your parts as quickly as possible, but keep in mind that anodizing will add 7-10 business days to the processing time for your order.
For the best turnaround times, we recommend splitting any parts that require anodizing into their own separate order This allows us to process the anodized parts separately and ship your non-anodized parts as soon as they’re ready.
Materials Available
Many non-ferrous metals can be anodized, but aluminum is the best candidate and creates the most successful finish. At this time, we offer three different aluminum alloys for sulfuric anodizing:
5052 Aluminum: .063-.500″ (1.6 – 12.7mm)
6061 Aluminum: .063-.500″ (1.6 – 12.7mm)
7075 Aluminum: .125-.250″ (3.18 – 6.35mm)
Available Anodizing Colors
Black
Type II, Class II MIL-A-8625
Clear
Type II, Class II MIL-A-8625
Blue
Type II, Class II MIL-A-8625
Gold
Type II, Class II MIL-A-8625
Red
Type II, Class II MIL-A-8625
Colors may vary by batch. Click swatches to view.
Geometry Requirements
Parts need to meet certain requirements in order to be anodized successfully.
All anodized parts must be at least 1″ x 3″ to meet handling and deburring needs. The shortest dimension should be no smaller than 1″, and the whole square area of the part should be no less than 3”.
Anodized parts can be a maximum of 23” x 23”. Anodizing limits the maximum size of the part, but keep in mind that your parts also need to fit within the deburring geometry requirements. Deburring will be a preselected option on all anodized parts.
We require that all anodized parts include a hole for processing. The hole must be a minimum of .063” (1.60mm), but if your chosen material and thickness has a minimum hole size that’s larger than .063” (1.60mm), the provided hole should align with that hole size instead.
File Setup
If after reading these guidelines you’ve found you need to make some changes to your part design, check out our tutorials for designing and preparing your files in Illustrator, Inkscape, and Fusion 360.
What To Expect
Some imperfections may be visible through the anodizing
Color finishes may vary from batch to batch
Different alloys will have significantly different color finishes
Anodized 7075 aluminum parts will have duller coloring and a more pronounced difference in appearance between the face and cut edge due to the high zinc content of the material
If deburring is omitted, all imperfections will be visible and enhanced in severity
We strongly recommend utilizing our deburring service alongside anodizing
Parts requiring welding should not be anodized
Anodizing is non-conductive
The anodizing can scratch and raw material will be visible below
Bend lines will be visible through the anodizing (die protection is not available)
Type II anodizing will add ~0.0002”-0.0009” per side to the surface of your parts
Pre-flight Checklist
Before you upload your design files, be sure to go through our pre-flight checklist:
File is in a format that we accept (2D: .dxf, .dwg, .ai, .eps; 3D: .step or .stp)
All holes and cutouts are at least 50% material thickness for laser cut parts
All holes and cutouts are no less than 0.070” for most waterjet cut parts
All holes and cutouts are no less than 0.125” for all CNC routed parts
File is built at a 1:1 scale, preferably in inch or mm units
All objects are on the same layer
All stray points, duplicate lines, empty objects and text areas have been removed
No shapes have open contours
All shapes have been united, combined or merged
All text has been converted to outlines or paths
Cut-out text (reversed text) has bridges or has been stencilized
[DETAIL_TEXT_TYPE] => html
[~DETAIL_TEXT_TYPE] => html
[PREVIEW_TEXT] => Anodizing is among our list of finishing services to give your part a clean, industrial finish. Here’s everything you need to know about designing your parts to include anodizing.
[~PREVIEW_TEXT] => Anodizing is among our list of finishing services to give your part a clean, industrial finish. Here’s everything you need to know about designing your parts to include anodizing.
[PREVIEW_TEXT_TYPE] => text
[~PREVIEW_TEXT_TYPE] => text
[PREVIEW_PICTURE] => Array
(
[ID] => 403
[TIMESTAMP_X] => 24.09.2024 15:46:44
[MODULE_ID] => iblock
[HEIGHT] => 503
[WIDTH] => 700
[FILE_SIZE] => 12370
[CONTENT_TYPE] => image/webp
[SUBDIR] => iblock/fc6
[FILE_NAME] => zbs3787z6up3xths39f02jsipssaifdb.webp
[ORIGINAL_NAME] => ano-black-gold.webp
[DESCRIPTION] =>
[HANDLER_ID] =>
[EXTERNAL_ID] => b6a09e865cb64ab39acff27234ad20ad
[VERSION_ORIGINAL_ID] =>
[META] =>
[SRC] => /upload/iblock/fc6/zbs3787z6up3xths39f02jsipssaifdb.webp
[UNSAFE_SRC] => /upload/iblock/fc6/zbs3787z6up3xths39f02jsipssaifdb.webp
[SAFE_SRC] => /upload/iblock/fc6/zbs3787z6up3xths39f02jsipssaifdb.webp
[ALT] => Анодирование
[TITLE] => Анодирование
)
[~PREVIEW_PICTURE] => 403
[LANG_DIR] => /
[~LANG_DIR] => /
[CODE] => anodizing
[~CODE] => anodizing
[EXTERNAL_ID] => 256
[~EXTERNAL_ID] => 256
[IBLOCK_TYPE_ID] => content
[~IBLOCK_TYPE_ID] => content
[IBLOCK_CODE] =>
[~IBLOCK_CODE] =>
[IBLOCK_EXTERNAL_ID] =>
[~IBLOCK_EXTERNAL_ID] =>
[LID] => s1
[~LID] => s1
[EDIT_LINK] =>
[DELETE_LINK] =>
[DISPLAY_ACTIVE_FROM] =>
[FIELDS] => Array
(
[ID] => 256
)
[PROPERTIES] => Array
(
[VIDEO] => Array
(
[ID] => 30
[IBLOCK_ID] => 4
[NAME] => Главное видео
[ACTIVE] => Y
[SORT] => 1
[CODE] => VIDEO
[DEFAULT_VALUE] =>
[PROPERTY_TYPE] => S
[ROW_COUNT] => 1
[COL_COUNT] => 30
[LIST_TYPE] => L
[MULTIPLE] => N
[XML_ID] =>
[FILE_TYPE] =>
[MULTIPLE_CNT] => 5
[LINK_IBLOCK_ID] => 0
[WITH_DESCRIPTION] => N
[SEARCHABLE] => N
[FILTRABLE] => N
[IS_REQUIRED] => N
[VERSION] => 2
[USER_TYPE] =>
[USER_TYPE_SETTINGS] => Array
(
)
[HINT] =>
[~NAME] => Главное видео
[~DEFAULT_VALUE] =>
[VALUE_ENUM] =>
[VALUE_XML_ID] =>
[VALUE_SORT] =>
[VALUE] => https://www.youtube.com/embed/qNGeulKB_BQ
[PROPERTY_VALUE_ID] => 256:30
[DESCRIPTION] =>
[~VALUE] => https://www.youtube.com/embed/qNGeulKB_BQ
[~DESCRIPTION] =>
)
[MORE_VIDEO] => Array
(
[ID] => 31
[IBLOCK_ID] => 4
[NAME] => Видео
[ACTIVE] => Y
[SORT] => 2
[CODE] => MORE_VIDEO
[DEFAULT_VALUE] =>
[PROPERTY_TYPE] => S
[ROW_COUNT] => 1
[COL_COUNT] => 30
[LIST_TYPE] => L
[MULTIPLE] => Y
[XML_ID] =>
[FILE_TYPE] =>
[MULTIPLE_CNT] => 5
[LINK_IBLOCK_ID] => 0
[WITH_DESCRIPTION] => N
[SEARCHABLE] => N
[FILTRABLE] => N
[IS_REQUIRED] => N
[VERSION] => 2
[USER_TYPE] =>
[USER_TYPE_SETTINGS] => Array
(
)
[HINT] =>
[~NAME] => Видео
[~DEFAULT_VALUE] =>
[VALUE_ENUM] =>
[VALUE_XML_ID] =>
[VALUE_SORT] =>
[VALUE] =>
[PROPERTY_VALUE_ID] =>
[DESCRIPTION] =>
[~DESCRIPTION] =>
[~VALUE] =>
)
[FAQ] => Array
(
[ID] => 33
[IBLOCK_ID] => 4
[NAME] => FAQ
[ACTIVE] => Y
[SORT] => 3
[CODE] => FAQ
[DEFAULT_VALUE] =>
[PROPERTY_TYPE] => E
[ROW_COUNT] => 1
[COL_COUNT] => 30
[LIST_TYPE] => L
[MULTIPLE] => Y
[XML_ID] =>
[FILE_TYPE] =>
[MULTIPLE_CNT] => 5
[LINK_IBLOCK_ID] => 5
[WITH_DESCRIPTION] => N
[SEARCHABLE] => N
[FILTRABLE] => N
[IS_REQUIRED] => N
[VERSION] => 2
[USER_TYPE] => EAutocomplete
[USER_TYPE_SETTINGS] => Array
(
[VIEW] => A
[SHOW_ADD] => N
[MAX_WIDTH] => 0
[MIN_HEIGHT] => 24
[MAX_HEIGHT] => 1000
[BAN_SYM] => ,;
[REP_SYM] =>
[OTHER_REP_SYM] =>
[IBLOCK_MESS] => N
)
[HINT] =>
[~NAME] => FAQ
[~DEFAULT_VALUE] =>
[VALUE_ENUM] =>
[VALUE_XML_ID] =>
[VALUE_SORT] =>
[VALUE] =>
[PROPERTY_VALUE_ID] =>
[DESCRIPTION] =>
[~DESCRIPTION] =>
[~VALUE] =>
)
[BLOG] => Array
(
[ID] => 34
[IBLOCK_ID] => 4
[NAME] => BLOG
[ACTIVE] => Y
[SORT] => 4
[CODE] => BLOG
[DEFAULT_VALUE] =>
[PROPERTY_TYPE] => E
[ROW_COUNT] => 1
[COL_COUNT] => 30
[LIST_TYPE] => L
[MULTIPLE] => Y
[XML_ID] =>
[FILE_TYPE] =>
[MULTIPLE_CNT] => 5
[LINK_IBLOCK_ID] => 6
[WITH_DESCRIPTION] => N
[SEARCHABLE] => N
[FILTRABLE] => N
[IS_REQUIRED] => N
[VERSION] => 2
[USER_TYPE] => EAutocomplete
[USER_TYPE_SETTINGS] => Array
(
[VIEW] => A
[SHOW_ADD] => N
[MAX_WIDTH] => 0
[MIN_HEIGHT] => 24
[MAX_HEIGHT] => 1000
[BAN_SYM] => ,;
[REP_SYM] =>
[OTHER_REP_SYM] =>
[IBLOCK_MESS] => N
)
[HINT] =>
[~NAME] => BLOG
[~DEFAULT_VALUE] =>
[VALUE_ENUM] =>
[VALUE_XML_ID] =>
[VALUE_SORT] =>
[VALUE] =>
[PROPERTY_VALUE_ID] =>
[DESCRIPTION] =>
[~DESCRIPTION] =>
[~VALUE] =>
)
[MATERIALS] => Array
(
[ID] => 32
[IBLOCK_ID] => 4
[NAME] => Материалы
[ACTIVE] => Y
[SORT] => 10
[CODE] => MATERIALS
[DEFAULT_VALUE] =>
[PROPERTY_TYPE] => E
[ROW_COUNT] => 1
[COL_COUNT] => 30
[LIST_TYPE] => L
[MULTIPLE] => Y
[XML_ID] =>
[FILE_TYPE] =>
[MULTIPLE_CNT] => 5
[LINK_IBLOCK_ID] => 1
[WITH_DESCRIPTION] => N
[SEARCHABLE] => N
[FILTRABLE] => N
[IS_REQUIRED] => N
[VERSION] => 2
[USER_TYPE] => EAutocomplete
[USER_TYPE_SETTINGS] => Array
(
[VIEW] => E
[SHOW_ADD] => N
[MAX_WIDTH] => 0
[MIN_HEIGHT] => 24
[MAX_HEIGHT] => 1000
[BAN_SYM] => ,;
[REP_SYM] =>
[OTHER_REP_SYM] =>
[IBLOCK_MESS] => N
)
[HINT] =>
[~NAME] => Материалы
[~DEFAULT_VALUE] =>
[VALUE_ENUM] =>
[VALUE_XML_ID] =>
[VALUE_SORT] =>
[VALUE] =>
[PROPERTY_VALUE_ID] =>
[DESCRIPTION] =>
[~DESCRIPTION] =>
[~VALUE] =>
)
[DESCRIPTION] =>
)
[DISPLAY_PROPERTIES] => Array
(
)
[IPROPERTY_VALUES] => Array
(
)
)
1
Bending your metal and plastic parts adds a $19.00 minimum to your cart total.
Save up to 70% or more with quantity discounts! We calculate quantity discounts based on several factors including material, operation type, number of operations on each part and number of duplicate parts. Our app will automatically provide quantity discounts based on your order.
Check out our processing page for information about typical lead times for parts with bending and other services. We provide free 3-5 day shipping for standard orders (higher quantities may require additional time). Most bent parts will ship ground as they will exceed 2″ in height when packed.
While designing parts with flanges that meet at a corner, keep in mind that collisions can happen. Our 3D bend previewer is a great reference tool for this!
Please note, we cannot guarantee that the preview will match your finished part perfectly. Be sure to select the material you’re designing with and use the specs from our Bending Calculator.
How to set up your file for plastic & sheet metal bending
Here are the basics you’ll need to know before you send us your first file for bending. If you have any questions, feel free to contact support.
Files accepted by our instant quote system:
Make sure the part design you upload for bending is either a 2D vector file (.dxf, .dwg, .ai, or .eps format) or a 3D .step or .stp format file. You will be able to view your bends in a 3D model during the checkout process to make sure the angles and flange orientations are correct.
Please upload either a 2D .dxf, .dwg, .ai, or .eps format vector file or a 3D .step or .stp format file with your part design.
If you design your parts in non-CAD software (Adobe Illustrator), please send us the original (native) .ai file.
We’ll take care of the conversion on our end. While we accept .ai and .eps files, it’s critical that your bend lines are parallel when uploaded from these softwares or the file will delay our process.
For the fastest turnaround on your order, we recommend designing your parts in CAD software.
To learn more about design guidelines for laser cut sheet metal, see our Laser Cutting Guidelines.
Working in Solidworks? Download our custom bend tables to specify exact bend allowances, bend deductions, and K-factors so your file is tailored to our manufacturing processes.
Bend lines in 2D files
If you upload a 2D vector file, we will use the flat .dxf, .dwg, .eps, or .ai file (if you use Adobe Illustrator) for cutting and bending, so please indicate bend locations in your drawing using a line. Bend lines should mark the center of each bend.
If you plan to submit a STEP/STP format file, see our 3D File Guidelines.
Ensure your sheet metal rules are set up with SendCutSend’s specifications for bend radius and K factor for the material desired.
Tip: you don’t need to worry about bend lines if you’re uploading a STEP/STP file. Model your part, set your bend definitions, save your file, and upload for an instant quote.
This example shows the difference between flat and formed part dimensions in 0.125” 5052 aluminum.
Flange and base
Before we begin, some basic terms you’ll need to know are base and flange. The flange is the edge you will be bending.
Minimum and maximum flange length
The minimum flange length will change depending on what material and thickness you use. Please reference your chosen material in our Material Catalog to see the correct dimensions under Material Details.
The maximum flange length for 4-sided box bends will depend on the material choice and whether hardware will be installed. With hardware, the maximum flange length is 3.00″.
Joggle bends are allowed up to 90° for sheet metal parts only. You can find the minimum and maximum joggle flange values on the specification charts for your chosen material.
What to do if you need a sheet metal bend with an odd flange shape
While we do allow for irregular shapes for your flange, we will need a flat piece to bend. To do this, add tabs to make a flat surface parallel to the bend.
To reduce bulging in the corners of your bent parts and prevent tearing, incorporate bend relief notches into your design.
These notches allow for less stress on the inner radii of the flanges and will help keep the corners of the bends from interfering with the base material.
What to expect when bending plastics & sheet metal parts
General
Witness marks from the bending process will be visible; these can become deeper and more noticeable depending on the material
We do not offer special protection for cosmetic parts at this time
Some bulging at the ends of the bend will be expected
Polycarbonate
Polycarbonate parts may have minor surface edge cracks depending on the material thickness and bend angle
Polycarbonate parts will have noticeable cracking in stressed areas if adequate relief is not provided for each bend
How to prevent common issues with plastic & sheet metal bending
Combined lines
Bends on a common axis need to be joined, as in the example shown here. If they are not joined, each bend will be seen individually.
Intersecting bends
We are unable to bend intersecting lines that do not have separate flanges.
Insufficient or missing bend relief
Certain designs require bend relief to avoid damage to the part. Without proper relief, a part cannot be bent accurately. This is a critical consideration for polycarbonate parts since the material is prone to cracking. Check out our guide to designing bend reliefs and Bending Deformation Guidelines for more information.
You’re ready to bend
Although metal and plastic forming is a deeply complex process, we here at SendCutSend aim to make part bending as easy as possible. Questions? Reach out to our support team.
Happy bending!
Pre-flight checklist
File is in a format that we accept (2D: .dxf, .dwg, .ai, .eps; 3D: .step or .stp)
All holes and cutouts are at least 50% material thickness for laser cut parts
All holes and cutouts are no less than 0.070” for most waterjet cut parts
All holes and cutouts are no less than 0.125” for all CNC routed parts
File is built at a 1:1 scale, preferably in inch or mm units
All objects are on the same layer
All stray points, duplicate lines, empty objects and text areas have been removed
No shapes have open contours
All shapes have been united, combined or merged
All text has been converted to outlines or paths
Cut-out text (reversed text) has bridges or has been stencilized
[~DETAIL_TEXT] =>
Plastic & sheet metal part setup & costs
Bending your metal and plastic parts adds a $19.00 minimum to your cart total.
Save up to 70% or more with quantity discounts! We calculate quantity discounts based on several factors including material, operation type, number of operations on each part and number of duplicate parts. Our app will automatically provide quantity discounts based on your order.
Check out our processing page for information about typical lead times for parts with bending and other services. We provide free 3-5 day shipping for standard orders (higher quantities may require additional time). Most bent parts will ship ground as they will exceed 2″ in height when packed.
While designing parts with flanges that meet at a corner, keep in mind that collisions can happen. Our 3D bend previewer is a great reference tool for this!
Please note, we cannot guarantee that the preview will match your finished part perfectly. Be sure to select the material you’re designing with and use the specs from our Bending Calculator.
How to set up your file for plastic & sheet metal bending
Here are the basics you’ll need to know before you send us your first file for bending. If you have any questions, feel free to contact support.
Files accepted by our instant quote system:
Make sure the part design you upload for bending is either a 2D vector file (.dxf, .dwg, .ai, or .eps format) or a 3D .step or .stp format file. You will be able to view your bends in a 3D model during the checkout process to make sure the angles and flange orientations are correct.
Please upload either a 2D .dxf, .dwg, .ai, or .eps format vector file or a 3D .step or .stp format file with your part design.
If you design your parts in non-CAD software (Adobe Illustrator), please send us the original (native) .ai file.
We’ll take care of the conversion on our end. While we accept .ai and .eps files, it’s critical that your bend lines are parallel when uploaded from these softwares or the file will delay our process.
For the fastest turnaround on your order, we recommend designing your parts in CAD software.
To learn more about design guidelines for laser cut sheet metal, see our Laser Cutting Guidelines.
Working in Solidworks? Download our custom bend tables to specify exact bend allowances, bend deductions, and K-factors so your file is tailored to our manufacturing processes.
Bend lines in 2D files
If you upload a 2D vector file, we will use the flat .dxf, .dwg, .eps, or .ai file (if you use Adobe Illustrator) for cutting and bending, so please indicate bend locations in your drawing using a line. Bend lines should mark the center of each bend.
If you plan to submit a STEP/STP format file, see our 3D File Guidelines.
Ensure your sheet metal rules are set up with SendCutSend’s specifications for bend radius and K factor for the material desired.
Tip: you don’t need to worry about bend lines if you’re uploading a STEP/STP file. Model your part, set your bend definitions, save your file, and upload for an instant quote.
This example shows the difference between flat and formed part dimensions in 0.125” 5052 aluminum.
Flange and base
Before we begin, some basic terms you’ll need to know are base and flange. The flange is the edge you will be bending.
Minimum and maximum flange length
The minimum flange length will change depending on what material and thickness you use. Please reference your chosen material in our Material Catalog to see the correct dimensions under Material Details.
The maximum flange length for 4-sided box bends will depend on the material choice and whether hardware will be installed. With hardware, the maximum flange length is 3.00″.
Joggle bends are allowed up to 90° for sheet metal parts only. You can find the minimum and maximum joggle flange values on the specification charts for your chosen material.
What to do if you need a sheet metal bend with an odd flange shape
While we do allow for irregular shapes for your flange, we will need a flat piece to bend. To do this, add tabs to make a flat surface parallel to the bend.
To reduce bulging in the corners of your bent parts and prevent tearing, incorporate bend relief notches into your design.
These notches allow for less stress on the inner radii of the flanges and will help keep the corners of the bends from interfering with the base material.
What to expect when bending plastics & sheet metal parts
General
Witness marks from the bending process will be visible; these can become deeper and more noticeable depending on the material
We do not offer special protection for cosmetic parts at this time
Some bulging at the ends of the bend will be expected
Polycarbonate
Polycarbonate parts may have minor surface edge cracks depending on the material thickness and bend angle
Polycarbonate parts will have noticeable cracking in stressed areas if adequate relief is not provided for each bend
How to prevent common issues with plastic & sheet metal bending
Combined lines
Bends on a common axis need to be joined, as in the example shown here. If they are not joined, each bend will be seen individually.
Intersecting bends
We are unable to bend intersecting lines that do not have separate flanges.
Insufficient or missing bend relief
Certain designs require bend relief to avoid damage to the part. Without proper relief, a part cannot be bent accurately. This is a critical consideration for polycarbonate parts since the material is prone to cracking. Check out our guide to designing bend reliefs and Bending Deformation Guidelines for more information.
You’re ready to bend
Although metal and plastic forming is a deeply complex process, we here at SendCutSend aim to make part bending as easy as possible. Questions? Reach out to our support team.
Happy bending!
Pre-flight checklist
File is in a format that we accept (2D: .dxf, .dwg, .ai, .eps; 3D: .step or .stp)
All holes and cutouts are at least 50% material thickness for laser cut parts
All holes and cutouts are no less than 0.070” for most waterjet cut parts
All holes and cutouts are no less than 0.125” for all CNC routed parts
File is built at a 1:1 scale, preferably in inch or mm units
All objects are on the same layer
All stray points, duplicate lines, empty objects and text areas have been removed
No shapes have open contours
All shapes have been united, combined or merged
All text has been converted to outlines or paths
Cut-out text (reversed text) has bridges or has been stencilized
[DETAIL_TEXT_TYPE] => html
[~DETAIL_TEXT_TYPE] => html
[PREVIEW_TEXT] => We’ve covered everything you need to know about plastic and sheet metal bending and fabrication for your laser-cut and CNC routed parts from SendCutSend. You should also check out our Designing for Bending page.
[~PREVIEW_TEXT] => We’ve covered everything you need to know about plastic and sheet metal bending and fabrication for your laser-cut and CNC routed parts from SendCutSend. You should also check out our Designing for Bending page.
[PREVIEW_TEXT_TYPE] => text
[~PREVIEW_TEXT_TYPE] => text
[PREVIEW_PICTURE] => Array
(
[ID] => 404
[TIMESTAMP_X] => 24.09.2024 15:47:15
[MODULE_ID] => iblock
[HEIGHT] => 350
[WIDTH] => 600
[FILE_SIZE] => 7304
[CONTENT_TYPE] => image/webp
[SUBDIR] => iblock/9da
[FILE_NAME] => ccy3p37dtqaic269w7tb6g1qb81kaq29.webp
[ORIGINAL_NAME] => bend-tile.webp
[DESCRIPTION] =>
[HANDLER_ID] =>
[EXTERNAL_ID] => 86cb21de0b8ea4784188cf143c173a00
[VERSION_ORIGINAL_ID] =>
[META] =>
[SRC] => /upload/iblock/9da/ccy3p37dtqaic269w7tb6g1qb81kaq29.webp
[UNSAFE_SRC] => /upload/iblock/9da/ccy3p37dtqaic269w7tb6g1qb81kaq29.webp
[SAFE_SRC] => /upload/iblock/9da/ccy3p37dtqaic269w7tb6g1qb81kaq29.webp
[ALT] => Сгибание
[TITLE] => Сгибание
)
[~PREVIEW_PICTURE] => 404
[LANG_DIR] => /
[~LANG_DIR] => /
[CODE] => bending
[~CODE] => bending
[EXTERNAL_ID] => 257
[~EXTERNAL_ID] => 257
[IBLOCK_TYPE_ID] => content
[~IBLOCK_TYPE_ID] => content
[IBLOCK_CODE] =>
[~IBLOCK_CODE] =>
[IBLOCK_EXTERNAL_ID] =>
[~IBLOCK_EXTERNAL_ID] =>
[LID] => s1
[~LID] => s1
[EDIT_LINK] =>
[DELETE_LINK] =>
[DISPLAY_ACTIVE_FROM] =>
[FIELDS] => Array
(
[ID] => 257
)
[PROPERTIES] => Array
(
[VIDEO] => Array
(
[ID] => 30
[IBLOCK_ID] => 4
[NAME] => Главное видео
[ACTIVE] => Y
[SORT] => 1
[CODE] => VIDEO
[DEFAULT_VALUE] =>
[PROPERTY_TYPE] => S
[ROW_COUNT] => 1
[COL_COUNT] => 30
[LIST_TYPE] => L
[MULTIPLE] => N
[XML_ID] =>
[FILE_TYPE] =>
[MULTIPLE_CNT] => 5
[LINK_IBLOCK_ID] => 0
[WITH_DESCRIPTION] => N
[SEARCHABLE] => N
[FILTRABLE] => N
[IS_REQUIRED] => N
[VERSION] => 2
[USER_TYPE] =>
[USER_TYPE_SETTINGS] => Array
(
)
[HINT] =>
[~NAME] => Главное видео
[~DEFAULT_VALUE] =>
[VALUE_ENUM] =>
[VALUE_XML_ID] =>
[VALUE_SORT] =>
[VALUE] => https://www.youtube.com/embed/f-4PRnNGEnQ
[PROPERTY_VALUE_ID] => 257:30
[DESCRIPTION] =>
[~VALUE] => https://www.youtube.com/embed/f-4PRnNGEnQ
[~DESCRIPTION] =>
)
[MORE_VIDEO] => Array
(
[ID] => 31
[IBLOCK_ID] => 4
[NAME] => Видео
[ACTIVE] => Y
[SORT] => 2
[CODE] => MORE_VIDEO
[DEFAULT_VALUE] =>
[PROPERTY_TYPE] => S
[ROW_COUNT] => 1
[COL_COUNT] => 30
[LIST_TYPE] => L
[MULTIPLE] => Y
[XML_ID] =>
[FILE_TYPE] =>
[MULTIPLE_CNT] => 5
[LINK_IBLOCK_ID] => 0
[WITH_DESCRIPTION] => N
[SEARCHABLE] => N
[FILTRABLE] => N
[IS_REQUIRED] => N
[VERSION] => 2
[USER_TYPE] =>
[USER_TYPE_SETTINGS] => Array
(
)
[HINT] =>
[~NAME] => Видео
[~DEFAULT_VALUE] =>
[VALUE_ENUM] =>
[VALUE_XML_ID] =>
[VALUE_SORT] =>
[VALUE] =>
[PROPERTY_VALUE_ID] =>
[DESCRIPTION] =>
[~DESCRIPTION] =>
[~VALUE] =>
)
[FAQ] => Array
(
[ID] => 33
[IBLOCK_ID] => 4
[NAME] => FAQ
[ACTIVE] => Y
[SORT] => 3
[CODE] => FAQ
[DEFAULT_VALUE] =>
[PROPERTY_TYPE] => E
[ROW_COUNT] => 1
[COL_COUNT] => 30
[LIST_TYPE] => L
[MULTIPLE] => Y
[XML_ID] =>
[FILE_TYPE] =>
[MULTIPLE_CNT] => 5
[LINK_IBLOCK_ID] => 5
[WITH_DESCRIPTION] => N
[SEARCHABLE] => N
[FILTRABLE] => N
[IS_REQUIRED] => N
[VERSION] => 2
[USER_TYPE] => EAutocomplete
[USER_TYPE_SETTINGS] => Array
(
[VIEW] => A
[SHOW_ADD] => N
[MAX_WIDTH] => 0
[MIN_HEIGHT] => 24
[MAX_HEIGHT] => 1000
[BAN_SYM] => ,;
[REP_SYM] =>
[OTHER_REP_SYM] =>
[IBLOCK_MESS] => N
)
[HINT] =>
[~NAME] => FAQ
[~DEFAULT_VALUE] =>
[VALUE_ENUM] =>
[VALUE_XML_ID] =>
[VALUE_SORT] =>
[VALUE] =>
[PROPERTY_VALUE_ID] =>
[DESCRIPTION] =>
[~DESCRIPTION] =>
[~VALUE] =>
)
[BLOG] => Array
(
[ID] => 34
[IBLOCK_ID] => 4
[NAME] => BLOG
[ACTIVE] => Y
[SORT] => 4
[CODE] => BLOG
[DEFAULT_VALUE] =>
[PROPERTY_TYPE] => E
[ROW_COUNT] => 1
[COL_COUNT] => 30
[LIST_TYPE] => L
[MULTIPLE] => Y
[XML_ID] =>
[FILE_TYPE] =>
[MULTIPLE_CNT] => 5
[LINK_IBLOCK_ID] => 6
[WITH_DESCRIPTION] => N
[SEARCHABLE] => N
[FILTRABLE] => N
[IS_REQUIRED] => N
[VERSION] => 2
[USER_TYPE] => EAutocomplete
[USER_TYPE_SETTINGS] => Array
(
[VIEW] => A
[SHOW_ADD] => N
[MAX_WIDTH] => 0
[MIN_HEIGHT] => 24
[MAX_HEIGHT] => 1000
[BAN_SYM] => ,;
[REP_SYM] =>
[OTHER_REP_SYM] =>
[IBLOCK_MESS] => N
)
[HINT] =>
[~NAME] => BLOG
[~DEFAULT_VALUE] =>
[VALUE_ENUM] =>
[VALUE_XML_ID] =>
[VALUE_SORT] =>
[VALUE] =>
[PROPERTY_VALUE_ID] =>
[DESCRIPTION] =>
[~DESCRIPTION] =>
[~VALUE] =>
)
[MATERIALS] => Array
(
[ID] => 32
[IBLOCK_ID] => 4
[NAME] => Материалы
[ACTIVE] => Y
[SORT] => 10
[CODE] => MATERIALS
[DEFAULT_VALUE] =>
[PROPERTY_TYPE] => E
[ROW_COUNT] => 1
[COL_COUNT] => 30
[LIST_TYPE] => L
[MULTIPLE] => Y
[XML_ID] =>
[FILE_TYPE] =>
[MULTIPLE_CNT] => 5
[LINK_IBLOCK_ID] => 1
[WITH_DESCRIPTION] => N
[SEARCHABLE] => N
[FILTRABLE] => N
[IS_REQUIRED] => N
[VERSION] => 2
[USER_TYPE] => EAutocomplete
[USER_TYPE_SETTINGS] => Array
(
[VIEW] => E
[SHOW_ADD] => N
[MAX_WIDTH] => 0
[MIN_HEIGHT] => 24
[MAX_HEIGHT] => 1000
[BAN_SYM] => ,;
[REP_SYM] =>
[OTHER_REP_SYM] =>
[IBLOCK_MESS] => N
)
[HINT] =>
[~NAME] => Материалы
[~DEFAULT_VALUE] =>
[VALUE_ENUM] =>
[VALUE_XML_ID] =>
[VALUE_SORT] =>
[VALUE] => Array
(
[0] => 4
[1] => 5
[2] => 12
[3] => 16
[4] => 15
[5] => 27
[6] => 25
[7] => 26
[8] => 28
[9] => 20
[10] => 29
)
[PROPERTY_VALUE_ID] => Array
(
[0] => 82
[1] => 83
[2] => 84
[3] => 85
[4] => 86
[5] => 87
[6] => 88
[7] => 89
[8] => 90
[9] => 91
[10] => 92
)
[DESCRIPTION] => Array
(
[0] =>
[1] =>
[2] =>
[3] =>
[4] =>
[5] =>
[6] =>
[7] =>
[8] =>
[9] =>
[10] =>
)
[~VALUE] => Array
(
[0] => 4
[1] => 5
[2] => 12
[3] => 16
[4] => 15
[5] => 27
[6] => 25
[7] => 26
[8] => 28
[9] => 20
[10] => 29
)
[~DESCRIPTION] => Array
(
[0] =>
[1] =>
[2] =>
[3] =>
[4] =>
[5] =>
[6] =>
[7] =>
[8] =>
[9] =>
[10] =>
)
)
[DESCRIPTION] =>
)
[DISPLAY_PROPERTIES] => Array
(
)
[IPROPERTY_VALUES] => Array
(
)
)
1
Countersinking adds a $9 minimum to your order. Save up to 70% or more with quantity discounts! We calculate quantity discounts based on several factors including material, operation type, number of operations on each part and number of duplicate parts. Our app will automatically provide quantity discounts based on your order.
Part Sizing
The success of countersinking is heavily dependent upon the material thickness and the size of the part, so we’ve implemented sizing minimums and maximums your part will need to adhere to in order to be countersunk:
Minimum part size of 1” x 4”
Minimum length of the shortest side is 1”
Minimum length of the longest side is 4”
Maximum part size of 14” x 46”
Maximum length of the shortest side is 14”
Maximum length of the longest side is 46”
Be sure to check our Processing Min/Max chart for more information on minimum and maximum geometry for your specific material, thickness, and part size.
File Setup and Design Considerations
Confirming countersink placement in our app
When you upload your file to our app, you’ll be able to view your part in a 3D model to check that the final product will function the way you intended. Use this model to make sure your countersinks are placed in the correct orientation on your part. Countersinks can be placed on the top or bottom face of a part, so it’s important to check carefully that they are indicated on the correct face.
Indicating countersunk holes
When setting up your file for countersinking, keep in mind that you only need to include the inner circumference of the hole (called the Minor) that is to be countersunk. Do not include the outer circumference (the size of the countersink, called the Major) in your file as that is what will be cut during the machining process, causing your hole to be too large to countersink. Your file should look like the one indicated here:
Hole size
The Major hole size should be the same size or slightly larger than the diameter of the hardware head you’re using. It’s best to use the exact diameter of the hardware head as your reference, but a good rule of thumb is to make the countersink 50% larger than the internal hole (Minor).
When selecting your hole operations for the desired hole in your design, we will automatically resize the hole to the required size as long as the starting hole is less than 4.00” in diameter. Please keep in mind that because they will resize, you will need to verify you have adequate clearance to other features and edges of the material.
You can see examples of countersinking sizing in the chart below. It’s important to note that these examples are based on sample hardware (linked in the chart) and hardware specifications and styles will vary based on the manufacturer.
The depth of the countersink should be no more than 60% of the material thickness. Any deeper and you are risking the structural integrity of the material and part. If your countersink needs to exceed that depth, make sure the holes are spaced out far enough away from each other to prevent undue stress. Here, depth is defined as the distance from the surface of the material or top of the cone to the bottom of the cone. This is typically considered the head height for flat head bolt hardware specifications.
The angle of the countersink is dependent upon the hardware being used. Ideally, the hardware has at least 50% contact with the countersunk hole, but it doesn’t have to match exactly. The standard countersink angle for metric hardware is 90°, and the standard countersink angle for imperial hardware is 82°. We offer sizes in both angles.
Sizes available
The “Major” measurement shown here is the larger diameter at the top of the countersink, and the “Minor” measurement is the smaller diameter at the bottom of the countersink where the hole is at its smallest
When selecting your hole operations for the desired hole in your design, we will automatically resize the hole to the required size as long as the starting hole is less than 4.00” in diameter.
Please keep in mind that because they will resize, you will need to verify you have adequate clearance to other features and edges of the material.
More details are available from our preferred vendor, McMaster
What to Expect From Finished Parts
Parts may have oil/lubricant residue on the surface
Some light deburring may be required by the customer to remove sharp edges left by the countersinking process
Parts will not have a perfectly machined finish. Some scoring is expected.
Powder coating will add .002”-.005” (.051mm-0.13mm) per side. We’ll adjust the hole size to account for this, but keep in mind that the fit may be tight on countersinks with powder coating
Pre-flight Checklist
File is in a format that we accept (2D: .dxf, .dwg, .ai, .eps; 3D: .step or .stp)
All holes and cutouts are at least 50% material thickness for laser cut parts
All holes and cutouts are no less than 0.070” for most waterjet cut parts
All holes and cutouts are no less than 0.125” for all CNC routed parts
File is built at a 1:1 scale, preferably in inch or mm units
All objects are on the same layer
All stray points, duplicate lines, empty objects and text areas have been removed
No shapes have open contours
All shapes have been united, combined or merged
All text has been converted to outlines or paths
Cut-out text (reversed text) has bridges or has been stencilized
[~DETAIL_TEXT] =>
Countersinking Setup and Cost
Countersinking adds a $9 minimum to your order. Save up to 70% or more with quantity discounts! We calculate quantity discounts based on several factors including material, operation type, number of operations on each part and number of duplicate parts. Our app will automatically provide quantity discounts based on your order.
Part Sizing
The success of countersinking is heavily dependent upon the material thickness and the size of the part, so we’ve implemented sizing minimums and maximums your part will need to adhere to in order to be countersunk:
Minimum part size of 1” x 4”
Minimum length of the shortest side is 1”
Minimum length of the longest side is 4”
Maximum part size of 14” x 46”
Maximum length of the shortest side is 14”
Maximum length of the longest side is 46”
Be sure to check our Processing Min/Max chart for more information on minimum and maximum geometry for your specific material, thickness, and part size.
File Setup and Design Considerations
Confirming countersink placement in our app
When you upload your file to our app, you’ll be able to view your part in a 3D model to check that the final product will function the way you intended. Use this model to make sure your countersinks are placed in the correct orientation on your part. Countersinks can be placed on the top or bottom face of a part, so it’s important to check carefully that they are indicated on the correct face.
Indicating countersunk holes
When setting up your file for countersinking, keep in mind that you only need to include the inner circumference of the hole (called the Minor) that is to be countersunk. Do not include the outer circumference (the size of the countersink, called the Major) in your file as that is what will be cut during the machining process, causing your hole to be too large to countersink. Your file should look like the one indicated here:
Hole size
The Major hole size should be the same size or slightly larger than the diameter of the hardware head you’re using. It’s best to use the exact diameter of the hardware head as your reference, but a good rule of thumb is to make the countersink 50% larger than the internal hole (Minor).
When selecting your hole operations for the desired hole in your design, we will automatically resize the hole to the required size as long as the starting hole is less than 4.00” in diameter. Please keep in mind that because they will resize, you will need to verify you have adequate clearance to other features and edges of the material.
You can see examples of countersinking sizing in the chart below. It’s important to note that these examples are based on sample hardware (linked in the chart) and hardware specifications and styles will vary based on the manufacturer.
The depth of the countersink should be no more than 60% of the material thickness. Any deeper and you are risking the structural integrity of the material and part. If your countersink needs to exceed that depth, make sure the holes are spaced out far enough away from each other to prevent undue stress. Here, depth is defined as the distance from the surface of the material or top of the cone to the bottom of the cone. This is typically considered the head height for flat head bolt hardware specifications.
The angle of the countersink is dependent upon the hardware being used. Ideally, the hardware has at least 50% contact with the countersunk hole, but it doesn’t have to match exactly. The standard countersink angle for metric hardware is 90°, and the standard countersink angle for imperial hardware is 82°. We offer sizes in both angles.
Sizes available
The “Major” measurement shown here is the larger diameter at the top of the countersink, and the “Minor” measurement is the smaller diameter at the bottom of the countersink where the hole is at its smallest
When selecting your hole operations for the desired hole in your design, we will automatically resize the hole to the required size as long as the starting hole is less than 4.00” in diameter.
Please keep in mind that because they will resize, you will need to verify you have adequate clearance to other features and edges of the material.
More details are available from our preferred vendor, McMaster
What to Expect From Finished Parts
Parts may have oil/lubricant residue on the surface
Some light deburring may be required by the customer to remove sharp edges left by the countersinking process
Parts will not have a perfectly machined finish. Some scoring is expected.
Powder coating will add .002”-.005” (.051mm-0.13mm) per side. We’ll adjust the hole size to account for this, but keep in mind that the fit may be tight on countersinks with powder coating
Pre-flight Checklist
File is in a format that we accept (2D: .dxf, .dwg, .ai, .eps; 3D: .step or .stp)
All holes and cutouts are at least 50% material thickness for laser cut parts
All holes and cutouts are no less than 0.070” for most waterjet cut parts
All holes and cutouts are no less than 0.125” for all CNC routed parts
File is built at a 1:1 scale, preferably in inch or mm units
All objects are on the same layer
All stray points, duplicate lines, empty objects and text areas have been removed
No shapes have open contours
All shapes have been united, combined or merged
All text has been converted to outlines or paths
Cut-out text (reversed text) has bridges or has been stencilized
[DETAIL_TEXT_TYPE] => html
[~DETAIL_TEXT_TYPE] => html
[PREVIEW_TEXT] => Following these guidelines will make designing for countersinking easy, and will ensure that your order is machined accurately and quickly.
[~PREVIEW_TEXT] => Following these guidelines will make designing for countersinking easy, and will ensure that your order is machined accurately and quickly.
[PREVIEW_TEXT_TYPE] => text
[~PREVIEW_TEXT_TYPE] => text
[PREVIEW_PICTURE] => Array
(
[ID] => 405
[TIMESTAMP_X] => 24.09.2024 15:47:13
[MODULE_ID] => iblock
[HEIGHT] => 500
[WIDTH] => 700
[FILE_SIZE] => 25346
[CONTENT_TYPE] => image/webp
[SUBDIR] => iblock/c2b
[FILE_NAME] => nwtvwej69we28g3zfkppduae6rf47jp2.webp
[ORIGINAL_NAME] => hole-macro-countersink.webp
[DESCRIPTION] =>
[HANDLER_ID] =>
[EXTERNAL_ID] => 99ebcc209b958d0535542242ef5ad6c9
[VERSION_ORIGINAL_ID] =>
[META] =>
[SRC] => /upload/iblock/c2b/nwtvwej69we28g3zfkppduae6rf47jp2.webp
[UNSAFE_SRC] => /upload/iblock/c2b/nwtvwej69we28g3zfkppduae6rf47jp2.webp
[SAFE_SRC] => /upload/iblock/c2b/nwtvwej69we28g3zfkppduae6rf47jp2.webp
[ALT] => Зенкование
[TITLE] => Зенкование
)
[~PREVIEW_PICTURE] => 405
[LANG_DIR] => /
[~LANG_DIR] => /
[CODE] => countersinking
[~CODE] => countersinking
[EXTERNAL_ID] => 258
[~EXTERNAL_ID] => 258
[IBLOCK_TYPE_ID] => content
[~IBLOCK_TYPE_ID] => content
[IBLOCK_CODE] =>
[~IBLOCK_CODE] =>
[IBLOCK_EXTERNAL_ID] =>
[~IBLOCK_EXTERNAL_ID] =>
[LID] => s1
[~LID] => s1
[EDIT_LINK] =>
[DELETE_LINK] =>
[DISPLAY_ACTIVE_FROM] =>
[FIELDS] => Array
(
[ID] => 258
)
[PROPERTIES] => Array
(
[VIDEO] => Array
(
[ID] => 30
[IBLOCK_ID] => 4
[NAME] => Главное видео
[ACTIVE] => Y
[SORT] => 1
[CODE] => VIDEO
[DEFAULT_VALUE] =>
[PROPERTY_TYPE] => S
[ROW_COUNT] => 1
[COL_COUNT] => 30
[LIST_TYPE] => L
[MULTIPLE] => N
[XML_ID] =>
[FILE_TYPE] =>
[MULTIPLE_CNT] => 5
[LINK_IBLOCK_ID] => 0
[WITH_DESCRIPTION] => N
[SEARCHABLE] => N
[FILTRABLE] => N
[IS_REQUIRED] => N
[VERSION] => 2
[USER_TYPE] =>
[USER_TYPE_SETTINGS] => Array
(
)
[HINT] =>
[~NAME] => Главное видео
[~DEFAULT_VALUE] =>
[VALUE_ENUM] =>
[VALUE_XML_ID] =>
[VALUE_SORT] =>
[VALUE] => https://www.youtube.com/embed/PTXNUrCEuzs
[PROPERTY_VALUE_ID] => 258:30
[DESCRIPTION] =>
[~VALUE] => https://www.youtube.com/embed/PTXNUrCEuzs
[~DESCRIPTION] =>
)
[MORE_VIDEO] => Array
(
[ID] => 31
[IBLOCK_ID] => 4
[NAME] => Видео
[ACTIVE] => Y
[SORT] => 2
[CODE] => MORE_VIDEO
[DEFAULT_VALUE] =>
[PROPERTY_TYPE] => S
[ROW_COUNT] => 1
[COL_COUNT] => 30
[LIST_TYPE] => L
[MULTIPLE] => Y
[XML_ID] =>
[FILE_TYPE] =>
[MULTIPLE_CNT] => 5
[LINK_IBLOCK_ID] => 0
[WITH_DESCRIPTION] => N
[SEARCHABLE] => N
[FILTRABLE] => N
[IS_REQUIRED] => N
[VERSION] => 2
[USER_TYPE] =>
[USER_TYPE_SETTINGS] => Array
(
)
[HINT] =>
[~NAME] => Видео
[~DEFAULT_VALUE] =>
[VALUE_ENUM] =>
[VALUE_XML_ID] =>
[VALUE_SORT] =>
[VALUE] =>
[PROPERTY_VALUE_ID] =>
[DESCRIPTION] =>
[~DESCRIPTION] =>
[~VALUE] =>
)
[FAQ] => Array
(
[ID] => 33
[IBLOCK_ID] => 4
[NAME] => FAQ
[ACTIVE] => Y
[SORT] => 3
[CODE] => FAQ
[DEFAULT_VALUE] =>
[PROPERTY_TYPE] => E
[ROW_COUNT] => 1
[COL_COUNT] => 30
[LIST_TYPE] => L
[MULTIPLE] => Y
[XML_ID] =>
[FILE_TYPE] =>
[MULTIPLE_CNT] => 5
[LINK_IBLOCK_ID] => 5
[WITH_DESCRIPTION] => N
[SEARCHABLE] => N
[FILTRABLE] => N
[IS_REQUIRED] => N
[VERSION] => 2
[USER_TYPE] => EAutocomplete
[USER_TYPE_SETTINGS] => Array
(
[VIEW] => A
[SHOW_ADD] => N
[MAX_WIDTH] => 0
[MIN_HEIGHT] => 24
[MAX_HEIGHT] => 1000
[BAN_SYM] => ,;
[REP_SYM] =>
[OTHER_REP_SYM] =>
[IBLOCK_MESS] => N
)
[HINT] =>
[~NAME] => FAQ
[~DEFAULT_VALUE] =>
[VALUE_ENUM] =>
[VALUE_XML_ID] =>
[VALUE_SORT] =>
[VALUE] =>
[PROPERTY_VALUE_ID] =>
[DESCRIPTION] =>
[~DESCRIPTION] =>
[~VALUE] =>
)
[BLOG] => Array
(
[ID] => 34
[IBLOCK_ID] => 4
[NAME] => BLOG
[ACTIVE] => Y
[SORT] => 4
[CODE] => BLOG
[DEFAULT_VALUE] =>
[PROPERTY_TYPE] => E
[ROW_COUNT] => 1
[COL_COUNT] => 30
[LIST_TYPE] => L
[MULTIPLE] => Y
[XML_ID] =>
[FILE_TYPE] =>
[MULTIPLE_CNT] => 5
[LINK_IBLOCK_ID] => 6
[WITH_DESCRIPTION] => N
[SEARCHABLE] => N
[FILTRABLE] => N
[IS_REQUIRED] => N
[VERSION] => 2
[USER_TYPE] => EAutocomplete
[USER_TYPE_SETTINGS] => Array
(
[VIEW] => A
[SHOW_ADD] => N
[MAX_WIDTH] => 0
[MIN_HEIGHT] => 24
[MAX_HEIGHT] => 1000
[BAN_SYM] => ,;
[REP_SYM] =>
[OTHER_REP_SYM] =>
[IBLOCK_MESS] => N
)
[HINT] =>
[~NAME] => BLOG
[~DEFAULT_VALUE] =>
[VALUE_ENUM] =>
[VALUE_XML_ID] =>
[VALUE_SORT] =>
[VALUE] =>
[PROPERTY_VALUE_ID] =>
[DESCRIPTION] =>
[~DESCRIPTION] =>
[~VALUE] =>
)
[MATERIALS] => Array
(
[ID] => 32
[IBLOCK_ID] => 4
[NAME] => Материалы
[ACTIVE] => Y
[SORT] => 10
[CODE] => MATERIALS
[DEFAULT_VALUE] =>
[PROPERTY_TYPE] => E
[ROW_COUNT] => 1
[COL_COUNT] => 30
[LIST_TYPE] => L
[MULTIPLE] => Y
[XML_ID] =>
[FILE_TYPE] =>
[MULTIPLE_CNT] => 5
[LINK_IBLOCK_ID] => 1
[WITH_DESCRIPTION] => N
[SEARCHABLE] => N
[FILTRABLE] => N
[IS_REQUIRED] => N
[VERSION] => 2
[USER_TYPE] => EAutocomplete
[USER_TYPE_SETTINGS] => Array
(
[VIEW] => E
[SHOW_ADD] => N
[MAX_WIDTH] => 0
[MIN_HEIGHT] => 24
[MAX_HEIGHT] => 1000
[BAN_SYM] => ,;
[REP_SYM] =>
[OTHER_REP_SYM] =>
[IBLOCK_MESS] => N
)
[HINT] =>
[~NAME] => Материалы
[~DEFAULT_VALUE] =>
[VALUE_ENUM] =>
[VALUE_XML_ID] =>
[VALUE_SORT] =>
[VALUE] => Array
(
[0] => 1
[1] => 5
[2] => 6
[3] => 22
[4] => 18
[5] => 31
)
[PROPERTY_VALUE_ID] => Array
(
[0] => 76
[1] => 77
[2] => 78
[3] => 79
[4] => 80
[5] => 81
)
[DESCRIPTION] => Array
(
[0] =>
[1] =>
[2] =>
[3] =>
[4] =>
[5] =>
)
[~VALUE] => Array
(
[0] => 1
[1] => 5
[2] => 6
[3] => 22
[4] => 18
[5] => 31
)
[~DESCRIPTION] => Array
(
[0] =>
[1] =>
[2] =>
[3] =>
[4] =>
[5] =>
)
)
[DESCRIPTION] =>
)
[DISPLAY_PROPERTIES] => Array
(
)
[IPROPERTY_VALUES] => Array
(
)
)
1
Typically, the best practice when measuring a part is to pick an area whose features are clear and easy to measure from. In the example part, either of the lower corners would work well. The upper corners would prove difficult to measure from because they are rounded.
Critical Dimensions and Stack Tolerance
Before adding dimensions to your drawing(s), it is important to consider what the critical dimensions are and how to deal with stack tolerances between features. For instance, on the example part, the distance between the holes is more important to the design than where they fall in relation to the edge of the part. When that is the case, the part should be dimensioned as shown here.
If the distance between the holes is less critical than their distance from the edge, the part should be dimensioned seen here.
It is okay to provide redundant measurements, too. When providing redundant information, you should put the dimension in parentheses, as shown in the image. There is no such thing as having too much information, so long as it isn’t conflicting!
How to know when you have enough measurements
Once you start dimensioning a drawing, it can be difficult to stop. It is always preferable to err on the side of too many measurements rather than not enough. One of the base rules in GD&T (the practice of annotating technical drawings) is to avoid double annotation of any feature. If you’ve already defined the location and diameter of a hole, you do not need to include the radius as well. If the start and stop points of a line are defined, then the length of that line does not need to be defined.
When annotating a drawing, especially by hand, it is important to know when to stop for the sake of clarity. Even basic parts may need several drawings in order to avoid overcrowding with dimensions. We would prefer to work with several clear drawings rather than one or two that are hard to decipher. Adding redundant dimensions to a drawing is always OK, but please put non-critical dimensions in parentheses.
If you miss a dimension no worries! Design Services will reach out to you through email regarding any questions on your part.
How to measure a hole using a digital micrometer/caliper
Measuring a hole is an important part of both design and reverse engineering.
To accurately measure a hole, use the top/smaller end of your caliper and open the teeth against the inner walls of the circle. While being careful to keep the micrometer straight, rotate the part while looking for the largest number. That number will be the diameter of the hole.
How to measure from the edge of a part to the center of a hole
Measuring the location of a hole can be tricky, but careful checking and a little bit of math can make quick work of it.
The first step would be to look at the edge of the part to the edge of the hole distance (A) followed by the distance from the center of the hole to the edge of the part (B). You can check your work by adding the radius of the circle (half of the diameter) to your findings for measurement (A), and it should be the same as measurement (B). The location of a hole should always be shown at the center point.
Measuring the distance between two holes
Measuring the distance between two holes is very similar to measuring a single hole. Whenever possible, measure both hole locations from the same side of the part. Never assume that the diameter of the holes is the same: you should measure each hole to ensure the design’s accuracy.
Use measurement A + the radius of the hole (half of the diameter) to determine the location of the first hole’s center point.
Use the measurement from B + the radius of the hole to determine the location of the second hole’s center point. Subtracting the first hole’s center point measurement from the second hole’s center point measurement will provide the distance between the holes, no matter their diameter. The location of a hole should always be shown at the center point of the circle.
The measurement provided in scenarios like this is considered to be the critical dimension: If the center-to-center dimension is critical to your part, you will want to list that dimension while having the edge-to-center of hole dimensions shown in parentheses.
How to measure a square part accurately
Measuring a square part is simple, but the measuring process may reveal that the part isn’t actually square. If your part isn’t square and it isn’t caught early on, it can affect dimensions all over your part! The easiest way to check this is to measure the part in several locations. If measurement #3 is consistently different than #1, your part has an angle somewhere!
How to measure a complicated shape
Measuring a complicated shape doesn’t need to be complicated, but it will require thorough measurements. In the example below, several measurements are required to communicate the location and shape of the feature properly.
Features like the one in the image can generally be broken down into segments and approached individually. If you consider each point on a design where a laser would stop or slow down and then change direction, that is where we will need another dimension in order to draw the design accurately. The segments of the feature can be approached as numbered on the image.
For areas #1, #3, and #5, we can simply locate two dimensions for the beginning and the end of the line. The dimensions in this instance, can be taken from the left side and the bottom of the design, as shown below. Only the point locations are required; knowing the angle of the line is not necessary.
To define areas #2, #4, and #6, there are two ways of approaching the issue. If the geometry is known to be a true arc, defined by having a consistent radius, then only the start, stop, and highest/lowest point needs to be defined. If the geometry is not known to be a true arc, then we will need point locations along the shape so that we can connect the points into a continuous line. For a continuous line that changes directions, we will need a point for the start, stop, and highest/lowest points of each direction. For the image below, let’s assume that the arc is not known to be a true arc.
The points collected create a roadmap for the geometry to follow. In these scenarios, it is advisable to collect as many points as reasonably possible but also to be sure that the data is correct, too. Inaccurate dimensions can create a “bumpy” curve rather than a smooth one.
How to measure and indicate a radius or fillet
Measuring a rounded edge on an existing part can be a difficult task, but luckily, you’ll find that most designers use common numbers when designing. You are far more likely to find a .375” radius on a part than one that is .368”. Consider what part of the world the original part was designed in, too: While .236” isn’t a common number in SAE measurements, a 6 mm radius is not uncommon in other places because it is a whole, metric number.
Measuring a radius on an existing part can be as simple as locating and measuring the point where arc starts to form away from a straight edge. The measurement that you take from one side of the corner should match the other side. If at all possible, mark the area (painter’s tape is good for this) and measure the intersection of the two points. This will give the radius of the corner, which can be indicated by using “r” before your number. In the image below, you can see the intersection points marked in red with the whole circle that the radius would be part of shown in orange.
How to indicate hole diameters on a drawing
Holes should be indicated by the ⌀ symbol. We do not currently offer any 3D machining, so depth or “Thru” designations are not necessary.
How to indicate post-cutting services
When telling us about what additional services your part needs, it is important to remember that even though we are designing your part for you, we need to stick to the same list of available sizes and parts for each service.
Tapping
Tapping, just like standard holes, is only offered in 2D format. We tap through the entirety of the part only. You can find a list of materials and thicknesses that we tap, in addition to a list of thread sizes, here.
When indicating a tapped hole, you simply need to draw a line to the hole with text indicating the diameter and the tap size listed. There isn’t any need to add “thru” or depth to the annotations.
Countersinking
Countersinking is notated by the “Minor” (smaller) hole diameter only; the “major” (larger) hole diameter will be automatically set by our systems and is unnecessary to include. It is important to include either the letters “CSK” followed by the diameter and countersink angle, or the letter “V” followed by the minor diameter and the countersink angle. You will also need to tell us which side of the part you’d like us to countersink. This can be done by including the letters “TS” for this side, or “BS” for backside. You can find our list of available countersinks here. Please keep in mind that we cannot add multiple services to a single hole (we cannot tap and countersink the same hole)
Hardware
Typically, hardware is called out in a table on a technical drawing and shown on a 3D perspective view of the part. We don’t expect you to create a table for your drawings, but we do ask that you add three things:
A line to the hole stating the desired ⌀ diameter
The letters “HDWR” followed by the SKU of the hardware you would like.
The side that the hardware should be inserted from. This should be denoted by using “TS” for this side and “BS” for back side.
You can find the SKU and required hole diameter for each piece of hardware in our Hardware Catalog.
If you have several of the same size holes that will need the same hardware, you can begin your hardware callout with the number of like scenarios in this drawing. For example, you might have three holes in a part that all need the same hardware. You could save time and effort by calling out your hardware as shown below. If you only needed hardware inserted into two of the three like-size holes on this part, it would be advisable to note them individually to avoid confusion.
How to indicate bends on your drawings
Bending on a part can be indicated in two different ways.
Flat pattern with bend definitions
Bent part outside dimension definitions
Flat Pattern
If you already know exactly where you need your bends to be on a flat part, then you can add them to a flat-pattern drawing of the part. Make sure that you indicate what angle and direction (up or down) the bend should go in.
Outer Flange Dimensions
If you don’t know the bend deductions, bend radius or K-factor for your bends, that’s OK! We’ve got you covered. What we’ll need is a side view of the part showing the desired outside dimensions of the flanges and the desired angles. Flanges are the part of your design that is going to be bent, whereas the stationary part is typically called the base. It is important to include outside dimensions for each flange on your part. Please see the images below for the do’s and don’ts of bent part annotation.
Dimensioning Considerations for Bent Parts
Some dimensioning considerations for bent parts will help the process go smoothly. It is best practice to dimension cut features from a fixed edge rather than from the inside of a bend. This is because the distance between the inside of a bend and a part’s edge will change depending on which materials and thicknesses are used for the part. If you dimension your features from a fixed point, they will be where you expect them to be despite material or thickness changes. Ideally, cut features for each flange would be dimensioned from their nearest fixed point parallel to the bend line.
Parallelism and Perpendicularity
Parrallelism
Perpendicularity
The goal of annotation is to give the designer as much information as possible without the need for write it out with words. Parallelism and Perpendicularity symbols are two great methods of giving us the added information very quickly and easily. Typically, engineering drawings will have these two symbols followed by tolerance and datum specifications. Luckily, we’ve already defined our cut tolerance for each material on our Materials Pages. This means, all you need to supply is the symbols, and our lasers will take care of the rest.
Parallelism
You can use the parallelism symbol to tell us that to lines run perfectly parallel to each other. There is no need to make a new leader line for this symbol; you can add it as a prefix to your dimension. It is important to note that symbols for parallelism are not required, but they are helpful.
Perpendicularity
This symbol is used in a few different ways in traditional GD&T annotation, but luckily, we’ve simplified it for our uses here. The perpendicularity symbol is frequently used to define the allowable draft or runout on a given feature on a surface, but we’ve already locked that down for you, so for our purposes, we’ll use it only to define features that are perpendicular to each other in a two-dimensional environment. Just like with the parallelism symbol, this one isn’t required, but there is no such thing as too much information! To denote perpendicularity, just add a line pointing to the intersection of the two lines that form 90°. There is no need to annotate each 90° corner in your drawing; in the example below, the parallelism and single perpendicularity symbol constrain this shape to have four 90° corners.
We can typically create the file that you need in 1-2 business days. Oftentimes, we can create a file the same day if you provide clear sketches and instructions.
We’ll need dimensions for each feature on your design. This includes perimeter and internal features. See our guidelines above for more detailed information.
While pictures are extremely helpful, they leave a lot to be desired when it comes to accuracy. If you can supply dimensions in addition to drawings, we can definitely get your design completed for you.
Typically, the best practice when measuring a part is to pick an area whose features are clear and easy to measure from. In the example part, either of the lower corners would work well. The upper corners would prove difficult to measure from because they are rounded.
Critical Dimensions and Stack Tolerance
Before adding dimensions to your drawing(s), it is important to consider what the critical dimensions are and how to deal with stack tolerances between features. For instance, on the example part, the distance between the holes is more important to the design than where they fall in relation to the edge of the part. When that is the case, the part should be dimensioned as shown here.
If the distance between the holes is less critical than their distance from the edge, the part should be dimensioned seen here.
It is okay to provide redundant measurements, too. When providing redundant information, you should put the dimension in parentheses, as shown in the image. There is no such thing as having too much information, so long as it isn’t conflicting!
How to know when you have enough measurements
Once you start dimensioning a drawing, it can be difficult to stop. It is always preferable to err on the side of too many measurements rather than not enough. One of the base rules in GD&T (the practice of annotating technical drawings) is to avoid double annotation of any feature. If you’ve already defined the location and diameter of a hole, you do not need to include the radius as well. If the start and stop points of a line are defined, then the length of that line does not need to be defined.
When annotating a drawing, especially by hand, it is important to know when to stop for the sake of clarity. Even basic parts may need several drawings in order to avoid overcrowding with dimensions. We would prefer to work with several clear drawings rather than one or two that are hard to decipher. Adding redundant dimensions to a drawing is always OK, but please put non-critical dimensions in parentheses.
If you miss a dimension no worries! Design Services will reach out to you through email regarding any questions on your part.
How to measure a hole using a digital micrometer/caliper
Measuring a hole is an important part of both design and reverse engineering.
To accurately measure a hole, use the top/smaller end of your caliper and open the teeth against the inner walls of the circle. While being careful to keep the micrometer straight, rotate the part while looking for the largest number. That number will be the diameter of the hole.
How to measure from the edge of a part to the center of a hole
Measuring the location of a hole can be tricky, but careful checking and a little bit of math can make quick work of it.
The first step would be to look at the edge of the part to the edge of the hole distance (A) followed by the distance from the center of the hole to the edge of the part (B). You can check your work by adding the radius of the circle (half of the diameter) to your findings for measurement (A), and it should be the same as measurement (B). The location of a hole should always be shown at the center point.
Measuring the distance between two holes
Measuring the distance between two holes is very similar to measuring a single hole. Whenever possible, measure both hole locations from the same side of the part. Never assume that the diameter of the holes is the same: you should measure each hole to ensure the design’s accuracy.
Use measurement A + the radius of the hole (half of the diameter) to determine the location of the first hole’s center point.
Use the measurement from B + the radius of the hole to determine the location of the second hole’s center point. Subtracting the first hole’s center point measurement from the second hole’s center point measurement will provide the distance between the holes, no matter their diameter. The location of a hole should always be shown at the center point of the circle.
The measurement provided in scenarios like this is considered to be the critical dimension: If the center-to-center dimension is critical to your part, you will want to list that dimension while having the edge-to-center of hole dimensions shown in parentheses.
How to measure a square part accurately
Measuring a square part is simple, but the measuring process may reveal that the part isn’t actually square. If your part isn’t square and it isn’t caught early on, it can affect dimensions all over your part! The easiest way to check this is to measure the part in several locations. If measurement #3 is consistently different than #1, your part has an angle somewhere!
How to measure a complicated shape
Measuring a complicated shape doesn’t need to be complicated, but it will require thorough measurements. In the example below, several measurements are required to communicate the location and shape of the feature properly.
Features like the one in the image can generally be broken down into segments and approached individually. If you consider each point on a design where a laser would stop or slow down and then change direction, that is where we will need another dimension in order to draw the design accurately. The segments of the feature can be approached as numbered on the image.
For areas #1, #3, and #5, we can simply locate two dimensions for the beginning and the end of the line. The dimensions in this instance, can be taken from the left side and the bottom of the design, as shown below. Only the point locations are required; knowing the angle of the line is not necessary.
To define areas #2, #4, and #6, there are two ways of approaching the issue. If the geometry is known to be a true arc, defined by having a consistent radius, then only the start, stop, and highest/lowest point needs to be defined. If the geometry is not known to be a true arc, then we will need point locations along the shape so that we can connect the points into a continuous line. For a continuous line that changes directions, we will need a point for the start, stop, and highest/lowest points of each direction. For the image below, let’s assume that the arc is not known to be a true arc.
The points collected create a roadmap for the geometry to follow. In these scenarios, it is advisable to collect as many points as reasonably possible but also to be sure that the data is correct, too. Inaccurate dimensions can create a “bumpy” curve rather than a smooth one.
How to measure and indicate a radius or fillet
Measuring a rounded edge on an existing part can be a difficult task, but luckily, you’ll find that most designers use common numbers when designing. You are far more likely to find a .375” radius on a part than one that is .368”. Consider what part of the world the original part was designed in, too: While .236” isn’t a common number in SAE measurements, a 6 mm radius is not uncommon in other places because it is a whole, metric number.
Measuring a radius on an existing part can be as simple as locating and measuring the point where arc starts to form away from a straight edge. The measurement that you take from one side of the corner should match the other side. If at all possible, mark the area (painter’s tape is good for this) and measure the intersection of the two points. This will give the radius of the corner, which can be indicated by using “r” before your number. In the image below, you can see the intersection points marked in red with the whole circle that the radius would be part of shown in orange.
How to indicate hole diameters on a drawing
Holes should be indicated by the ⌀ symbol. We do not currently offer any 3D machining, so depth or “Thru” designations are not necessary.
How to indicate post-cutting services
When telling us about what additional services your part needs, it is important to remember that even though we are designing your part for you, we need to stick to the same list of available sizes and parts for each service.
Tapping
Tapping, just like standard holes, is only offered in 2D format. We tap through the entirety of the part only. You can find a list of materials and thicknesses that we tap, in addition to a list of thread sizes, here.
When indicating a tapped hole, you simply need to draw a line to the hole with text indicating the diameter and the tap size listed. There isn’t any need to add “thru” or depth to the annotations.
Countersinking
Countersinking is notated by the “Minor” (smaller) hole diameter only; the “major” (larger) hole diameter will be automatically set by our systems and is unnecessary to include. It is important to include either the letters “CSK” followed by the diameter and countersink angle, or the letter “V” followed by the minor diameter and the countersink angle. You will also need to tell us which side of the part you’d like us to countersink. This can be done by including the letters “TS” for this side, or “BS” for backside. You can find our list of available countersinks here. Please keep in mind that we cannot add multiple services to a single hole (we cannot tap and countersink the same hole)
Hardware
Typically, hardware is called out in a table on a technical drawing and shown on a 3D perspective view of the part. We don’t expect you to create a table for your drawings, but we do ask that you add three things:
A line to the hole stating the desired ⌀ diameter
The letters “HDWR” followed by the SKU of the hardware you would like.
The side that the hardware should be inserted from. This should be denoted by using “TS” for this side and “BS” for back side.
You can find the SKU and required hole diameter for each piece of hardware in our Hardware Catalog.
If you have several of the same size holes that will need the same hardware, you can begin your hardware callout with the number of like scenarios in this drawing. For example, you might have three holes in a part that all need the same hardware. You could save time and effort by calling out your hardware as shown below. If you only needed hardware inserted into two of the three like-size holes on this part, it would be advisable to note them individually to avoid confusion.
How to indicate bends on your drawings
Bending on a part can be indicated in two different ways.
Flat pattern with bend definitions
Bent part outside dimension definitions
Flat Pattern
If you already know exactly where you need your bends to be on a flat part, then you can add them to a flat-pattern drawing of the part. Make sure that you indicate what angle and direction (up or down) the bend should go in.
Outer Flange Dimensions
If you don’t know the bend deductions, bend radius or K-factor for your bends, that’s OK! We’ve got you covered. What we’ll need is a side view of the part showing the desired outside dimensions of the flanges and the desired angles. Flanges are the part of your design that is going to be bent, whereas the stationary part is typically called the base. It is important to include outside dimensions for each flange on your part. Please see the images below for the do’s and don’ts of bent part annotation.
Dimensioning Considerations for Bent Parts
Some dimensioning considerations for bent parts will help the process go smoothly. It is best practice to dimension cut features from a fixed edge rather than from the inside of a bend. This is because the distance between the inside of a bend and a part’s edge will change depending on which materials and thicknesses are used for the part. If you dimension your features from a fixed point, they will be where you expect them to be despite material or thickness changes. Ideally, cut features for each flange would be dimensioned from their nearest fixed point parallel to the bend line.
Parallelism and Perpendicularity
Parrallelism
Perpendicularity
The goal of annotation is to give the designer as much information as possible without the need for write it out with words. Parallelism and Perpendicularity symbols are two great methods of giving us the added information very quickly and easily. Typically, engineering drawings will have these two symbols followed by tolerance and datum specifications. Luckily, we’ve already defined our cut tolerance for each material on our Materials Pages. This means, all you need to supply is the symbols, and our lasers will take care of the rest.
Parallelism
You can use the parallelism symbol to tell us that to lines run perfectly parallel to each other. There is no need to make a new leader line for this symbol; you can add it as a prefix to your dimension. It is important to note that symbols for parallelism are not required, but they are helpful.
Perpendicularity
This symbol is used in a few different ways in traditional GD&T annotation, but luckily, we’ve simplified it for our uses here. The perpendicularity symbol is frequently used to define the allowable draft or runout on a given feature on a surface, but we’ve already locked that down for you, so for our purposes, we’ll use it only to define features that are perpendicular to each other in a two-dimensional environment. Just like with the parallelism symbol, this one isn’t required, but there is no such thing as too much information! To denote perpendicularity, just add a line pointing to the intersection of the two lines that form 90°. There is no need to annotate each 90° corner in your drawing; in the example below, the parallelism and single perpendicularity symbol constrain this shape to have four 90° corners.
We can typically create the file that you need in 1-2 business days. Oftentimes, we can create a file the same day if you provide clear sketches and instructions.
We’ll need dimensions for each feature on your design. This includes perimeter and internal features. See our guidelines above for more detailed information.
While pictures are extremely helpful, they leave a lot to be desired when it comes to accuracy. If you can supply dimensions in addition to drawings, we can definitely get your design completed for you.
Hardware insertion will add a $9 minimum to your cart total, and per-hole pricing will depend on the fastener selected and quantity.
When planning to place your order, keep in mind that hardware installation adds 1-3 business days to our normal processing times. Check out our Lead Times page for more information.
Materials Available for Hardware
We currently offer seven materials in a variety of thicknesses for hardware installation:
All parts that have hardware installation included will need to meet certain size requirements in order to be manufactured correctly:
Min Part Size: 1” x 1.5”
Max Part Size: 36” x 46”
These are general size requirements for hardware insertion. Check the hardware catalog for each type of hardware below before submitting your order to make sure your parts meet all specifications.
Holes up to 4.00″ can be selected for hardware installation. When selecting holes for the desired hardware in your design, we will automatically resize the hole to the required size based on the hardware selected.
Please keep in mind that because they will resize, you will need to verify you have adequate clearance to other features and edges of the material. We list the minimum distance hole C/L to edge required for each PEM size in our hardware catalog. Measure from the center of the mount hole to the edge of adjacent cut features to ensure there is enough space.
Hardware to bend distance
Provide enough space between hardware and bends to prevent interference.
Calculate the minimum distance needed by adding the bend allowance/2 + minimum distance hole C/L to edge for the hardware size desired.
Confirm the bend allowance using our Bending Calculator. Input the material thickness and bend angle to find the correct bend allowance in the Advanced details. Confirm the minimum distance hole C/L to edge in our hardware catalog.
Then, measure from the center of the hardware mount hole to the center of the bend in your design to ensure the hardware is at least the minimum distance away from the bend.
No hardware with acute bends
We do not allow hardware installation on parts with acute bends. Contact our support team for questions.
Hardware Options
Press Fit Nuts
Press fit nuts are internally threaded with a knurled outer diameter. Lightweight, simple, and able to withstand high pressure and high torque, press fit nuts are often found in flooring and aircraft applications.
Press fit nuts provide load-carrying threads in metal sheets that are too thin to be tapped.
Used to stand parts of an assembly off of each other, press fit or self-clinching standoffs have a wide range of applications. They provide secure fastening for delicate parts, with electrical components being the most widely used in conjunction with press fit standoffs. Press fit standoffs provide a threaded fastener that delivers uniform spacing between parts.
Also known as press fit studs, self-clinching studs are designed to be a permanent fastener in your assembly. Made to withstand high torque, stress, and weight environments, studs can be used in dozens of applications to increase the strength and longevity of your part.
Studs are typically used when it is inconvenient or impossible to access one side of a threaded joint or when there is not enough clearance around the joint to have a traditional nut/bolt on the material surface.
Though our standoffs and studs are technically flush, they may be raised .015″ depending on your material selections
How to Add Hardware Installation to Your Order
When you have confirmed your part meets our geometry requirements and you’ve uploaded the file to our app, walk through the normal order process and select “Add Hole Operations.”
You’ll see a list of hole options which you can add hardware to, as well as a link to our catalog of hardware options. Select your desired hardware and size, and you’ll see it show up on the 3D preview of your part. Make sure the hardware is placed on the correct face (top or bottom). Click “Add to Cart” and the hardware will be included in your order.
File Setup
If after reading these guidelines you’ve found you need to make some changes to your part design, check out our tutorials for designing and preparing your files in Illustrator, Inkscape, and Fusion 360.
What to Expect
Visible tooling marks
Beware scratching and marking on anodized or plated parts
Hardware should only be used for its intended purpose
Shearing, splitting, warping may occur otherwise
Improper use of hardware can result in failure.
For information on design requirements visit the hardware catalog.
Hardware is installed after anodizing and plating
Hardware is installed before powder coating
Parts with powder coating will have hardware capped/plugged
Pre-flight Checklist
File is in a format that we accept (2D: .dxf, .dwg, .ai, .eps; 3D: .step or .stp)
All holes and cutouts are at least 50% material thickness for laser cut parts
All holes and cutouts are no less than 0.070” for most waterjet cut parts
All holes and cutouts are no less than 0.125” for all CNC routed parts
File is built at a 1:1 scale, preferably in inch or mm units
All objects are on the same layer
All stray points, duplicate lines, empty objects and text areas have been removed
No shapes have open contours
All shapes have been united, combined or merged
All text has been converted to outlines or paths
Cut-out text (reversed text) has bridges or has been stencilized
[~DETAIL_TEXT] =>
Pricing and Order Information
Hardware insertion will add a $9 minimum to your cart total, and per-hole pricing will depend on the fastener selected and quantity.
When planning to place your order, keep in mind that hardware installation adds 1-3 business days to our normal processing times. Check out our Lead Times page for more information.
Materials Available for Hardware
We currently offer seven materials in a variety of thicknesses for hardware installation:
All parts that have hardware installation included will need to meet certain size requirements in order to be manufactured correctly:
Min Part Size: 1” x 1.5”
Max Part Size: 36” x 46”
These are general size requirements for hardware insertion. Check the hardware catalog for each type of hardware below before submitting your order to make sure your parts meet all specifications.
Holes up to 4.00″ can be selected for hardware installation. When selecting holes for the desired hardware in your design, we will automatically resize the hole to the required size based on the hardware selected.
Please keep in mind that because they will resize, you will need to verify you have adequate clearance to other features and edges of the material. We list the minimum distance hole C/L to edge required for each PEM size in our hardware catalog. Measure from the center of the mount hole to the edge of adjacent cut features to ensure there is enough space.
Hardware to bend distance
Provide enough space between hardware and bends to prevent interference.
Calculate the minimum distance needed by adding the bend allowance/2 + minimum distance hole C/L to edge for the hardware size desired.
Confirm the bend allowance using our Bending Calculator. Input the material thickness and bend angle to find the correct bend allowance in the Advanced details. Confirm the minimum distance hole C/L to edge in our hardware catalog.
Then, measure from the center of the hardware mount hole to the center of the bend in your design to ensure the hardware is at least the minimum distance away from the bend.
No hardware with acute bends
We do not allow hardware installation on parts with acute bends. Contact our support team for questions.
Hardware Options
Press Fit Nuts
Press fit nuts are internally threaded with a knurled outer diameter. Lightweight, simple, and able to withstand high pressure and high torque, press fit nuts are often found in flooring and aircraft applications.
Press fit nuts provide load-carrying threads in metal sheets that are too thin to be tapped.
Used to stand parts of an assembly off of each other, press fit or self-clinching standoffs have a wide range of applications. They provide secure fastening for delicate parts, with electrical components being the most widely used in conjunction with press fit standoffs. Press fit standoffs provide a threaded fastener that delivers uniform spacing between parts.
Also known as press fit studs, self-clinching studs are designed to be a permanent fastener in your assembly. Made to withstand high torque, stress, and weight environments, studs can be used in dozens of applications to increase the strength and longevity of your part.
Studs are typically used when it is inconvenient or impossible to access one side of a threaded joint or when there is not enough clearance around the joint to have a traditional nut/bolt on the material surface.
Though our standoffs and studs are technically flush, they may be raised .015″ depending on your material selections
How to Add Hardware Installation to Your Order
When you have confirmed your part meets our geometry requirements and you’ve uploaded the file to our app, walk through the normal order process and select “Add Hole Operations.”
You’ll see a list of hole options which you can add hardware to, as well as a link to our catalog of hardware options. Select your desired hardware and size, and you’ll see it show up on the 3D preview of your part. Make sure the hardware is placed on the correct face (top or bottom). Click “Add to Cart” and the hardware will be included in your order.
File Setup
If after reading these guidelines you’ve found you need to make some changes to your part design, check out our tutorials for designing and preparing your files in Illustrator, Inkscape, and Fusion 360.
What to Expect
Visible tooling marks
Beware scratching and marking on anodized or plated parts
Hardware should only be used for its intended purpose
Shearing, splitting, warping may occur otherwise
Improper use of hardware can result in failure.
For information on design requirements visit the hardware catalog.
Hardware is installed after anodizing and plating
Hardware is installed before powder coating
Parts with powder coating will have hardware capped/plugged
Pre-flight Checklist
File is in a format that we accept (2D: .dxf, .dwg, .ai, .eps; 3D: .step or .stp)
All holes and cutouts are at least 50% material thickness for laser cut parts
All holes and cutouts are no less than 0.070” for most waterjet cut parts
All holes and cutouts are no less than 0.125” for all CNC routed parts
File is built at a 1:1 scale, preferably in inch or mm units
All objects are on the same layer
All stray points, duplicate lines, empty objects and text areas have been removed
No shapes have open contours
All shapes have been united, combined or merged
All text has been converted to outlines or paths
Cut-out text (reversed text) has bridges or has been stencilized
[DETAIL_TEXT_TYPE] => html
[~DETAIL_TEXT_TYPE] => html
[PREVIEW_TEXT] => We’ve got you covered when it comes to hardware insertion in your laser or waterjet cut metal parts. With a variety of hardware options available, it’s important to make sure that your parts work within the guidelines to ensure a successful fit.
SendCutSend is proud to use PEM(R) hardware.
[~PREVIEW_TEXT] => We’ve got you covered when it comes to hardware insertion in your laser or waterjet cut metal parts. With a variety of hardware options available, it’s important to make sure that your parts work within the guidelines to ensure a successful fit.
SendCutSend is proud to use PEM(R) hardware.
[PREVIEW_TEXT_TYPE] => text
[~PREVIEW_TEXT_TYPE] => text
[PREVIEW_PICTURE] => Array
(
[ID] => 407
[TIMESTAMP_X] => 24.09.2024 15:38:21
[MODULE_ID] => iblock
[HEIGHT] => 568
[WIDTH] => 700
[FILE_SIZE] => 22730
[CONTENT_TYPE] => image/webp
[SUBDIR] => iblock/b2e
[FILE_NAME] => 0mws9p9fih0f8axb6peew6633sw8sxid.webp
[ORIGINAL_NAME] => hardware-circle.webp
[DESCRIPTION] =>
[HANDLER_ID] =>
[EXTERNAL_ID] => 87da502b597c26cfc1e3caaa01a63ee5
[VERSION_ORIGINAL_ID] =>
[META] =>
[SRC] => /upload/iblock/b2e/0mws9p9fih0f8axb6peew6633sw8sxid.webp
[UNSAFE_SRC] => /upload/iblock/b2e/0mws9p9fih0f8axb6peew6633sw8sxid.webp
[SAFE_SRC] => /upload/iblock/b2e/0mws9p9fih0f8axb6peew6633sw8sxid.webp
[ALT] => Вставка металлоизделий
[TITLE] => Вставка металлоизделий
)
[~PREVIEW_PICTURE] => 407
[LANG_DIR] => /
[~LANG_DIR] => /
[CODE] => hardware
[~CODE] => hardware
[EXTERNAL_ID] => 260
[~EXTERNAL_ID] => 260
[IBLOCK_TYPE_ID] => content
[~IBLOCK_TYPE_ID] => content
[IBLOCK_CODE] =>
[~IBLOCK_CODE] =>
[IBLOCK_EXTERNAL_ID] =>
[~IBLOCK_EXTERNAL_ID] =>
[LID] => s1
[~LID] => s1
[EDIT_LINK] =>
[DELETE_LINK] =>
[DISPLAY_ACTIVE_FROM] =>
[FIELDS] => Array
(
[ID] => 260
)
[PROPERTIES] => Array
(
[VIDEO] => Array
(
[ID] => 30
[IBLOCK_ID] => 4
[NAME] => Главное видео
[ACTIVE] => Y
[SORT] => 1
[CODE] => VIDEO
[DEFAULT_VALUE] =>
[PROPERTY_TYPE] => S
[ROW_COUNT] => 1
[COL_COUNT] => 30
[LIST_TYPE] => L
[MULTIPLE] => N
[XML_ID] =>
[FILE_TYPE] =>
[MULTIPLE_CNT] => 5
[LINK_IBLOCK_ID] => 0
[WITH_DESCRIPTION] => N
[SEARCHABLE] => N
[FILTRABLE] => N
[IS_REQUIRED] => N
[VERSION] => 2
[USER_TYPE] =>
[USER_TYPE_SETTINGS] => Array
(
)
[HINT] =>
[~NAME] => Главное видео
[~DEFAULT_VALUE] =>
[VALUE_ENUM] =>
[VALUE_XML_ID] =>
[VALUE_SORT] =>
[VALUE] => https://www.youtube.com/embed/2zVD8xhlCzw
[PROPERTY_VALUE_ID] => 260:30
[DESCRIPTION] =>
[~VALUE] => https://www.youtube.com/embed/2zVD8xhlCzw
[~DESCRIPTION] =>
)
[MORE_VIDEO] => Array
(
[ID] => 31
[IBLOCK_ID] => 4
[NAME] => Видео
[ACTIVE] => Y
[SORT] => 2
[CODE] => MORE_VIDEO
[DEFAULT_VALUE] =>
[PROPERTY_TYPE] => S
[ROW_COUNT] => 1
[COL_COUNT] => 30
[LIST_TYPE] => L
[MULTIPLE] => Y
[XML_ID] =>
[FILE_TYPE] =>
[MULTIPLE_CNT] => 5
[LINK_IBLOCK_ID] => 0
[WITH_DESCRIPTION] => N
[SEARCHABLE] => N
[FILTRABLE] => N
[IS_REQUIRED] => N
[VERSION] => 2
[USER_TYPE] =>
[USER_TYPE_SETTINGS] => Array
(
)
[HINT] =>
[~NAME] => Видео
[~DEFAULT_VALUE] =>
[VALUE_ENUM] =>
[VALUE_XML_ID] =>
[VALUE_SORT] =>
[VALUE] =>
[PROPERTY_VALUE_ID] =>
[DESCRIPTION] =>
[~DESCRIPTION] =>
[~VALUE] =>
)
[FAQ] => Array
(
[ID] => 33
[IBLOCK_ID] => 4
[NAME] => FAQ
[ACTIVE] => Y
[SORT] => 3
[CODE] => FAQ
[DEFAULT_VALUE] =>
[PROPERTY_TYPE] => E
[ROW_COUNT] => 1
[COL_COUNT] => 30
[LIST_TYPE] => L
[MULTIPLE] => Y
[XML_ID] =>
[FILE_TYPE] =>
[MULTIPLE_CNT] => 5
[LINK_IBLOCK_ID] => 5
[WITH_DESCRIPTION] => N
[SEARCHABLE] => N
[FILTRABLE] => N
[IS_REQUIRED] => N
[VERSION] => 2
[USER_TYPE] => EAutocomplete
[USER_TYPE_SETTINGS] => Array
(
[VIEW] => A
[SHOW_ADD] => N
[MAX_WIDTH] => 0
[MIN_HEIGHT] => 24
[MAX_HEIGHT] => 1000
[BAN_SYM] => ,;
[REP_SYM] =>
[OTHER_REP_SYM] =>
[IBLOCK_MESS] => N
)
[HINT] =>
[~NAME] => FAQ
[~DEFAULT_VALUE] =>
[VALUE_ENUM] =>
[VALUE_XML_ID] =>
[VALUE_SORT] =>
[VALUE] =>
[PROPERTY_VALUE_ID] =>
[DESCRIPTION] =>
[~DESCRIPTION] =>
[~VALUE] =>
)
[BLOG] => Array
(
[ID] => 34
[IBLOCK_ID] => 4
[NAME] => BLOG
[ACTIVE] => Y
[SORT] => 4
[CODE] => BLOG
[DEFAULT_VALUE] =>
[PROPERTY_TYPE] => E
[ROW_COUNT] => 1
[COL_COUNT] => 30
[LIST_TYPE] => L
[MULTIPLE] => Y
[XML_ID] =>
[FILE_TYPE] =>
[MULTIPLE_CNT] => 5
[LINK_IBLOCK_ID] => 6
[WITH_DESCRIPTION] => N
[SEARCHABLE] => N
[FILTRABLE] => N
[IS_REQUIRED] => N
[VERSION] => 2
[USER_TYPE] => EAutocomplete
[USER_TYPE_SETTINGS] => Array
(
[VIEW] => A
[SHOW_ADD] => N
[MAX_WIDTH] => 0
[MIN_HEIGHT] => 24
[MAX_HEIGHT] => 1000
[BAN_SYM] => ,;
[REP_SYM] =>
[OTHER_REP_SYM] =>
[IBLOCK_MESS] => N
)
[HINT] =>
[~NAME] => BLOG
[~DEFAULT_VALUE] =>
[VALUE_ENUM] =>
[VALUE_XML_ID] =>
[VALUE_SORT] =>
[VALUE] =>
[PROPERTY_VALUE_ID] =>
[DESCRIPTION] =>
[~DESCRIPTION] =>
[~VALUE] =>
)
[MATERIALS] => Array
(
[ID] => 32
[IBLOCK_ID] => 4
[NAME] => Материалы
[ACTIVE] => Y
[SORT] => 10
[CODE] => MATERIALS
[DEFAULT_VALUE] =>
[PROPERTY_TYPE] => E
[ROW_COUNT] => 1
[COL_COUNT] => 30
[LIST_TYPE] => L
[MULTIPLE] => Y
[XML_ID] =>
[FILE_TYPE] =>
[MULTIPLE_CNT] => 5
[LINK_IBLOCK_ID] => 1
[WITH_DESCRIPTION] => N
[SEARCHABLE] => N
[FILTRABLE] => N
[IS_REQUIRED] => N
[VERSION] => 2
[USER_TYPE] => EAutocomplete
[USER_TYPE_SETTINGS] => Array
(
[VIEW] => E
[SHOW_ADD] => N
[MAX_WIDTH] => 0
[MIN_HEIGHT] => 24
[MAX_HEIGHT] => 1000
[BAN_SYM] => ,;
[REP_SYM] =>
[OTHER_REP_SYM] =>
[IBLOCK_MESS] => N
)
[HINT] =>
[~NAME] => Материалы
[~DEFAULT_VALUE] =>
[VALUE_ENUM] =>
[VALUE_XML_ID] =>
[VALUE_SORT] =>
[VALUE] =>
[PROPERTY_VALUE_ID] =>
[DESCRIPTION] =>
[~DESCRIPTION] =>
[~VALUE] =>
)
[DESCRIPTION] =>
)
[DISPLAY_PROPERTIES] => Array
(
)
[IPROPERTY_VALUES] => Array
(
)
)
1
Zinc plating will add a $19 minimum to your order with quantity discounts starting when you order more than one of an identical part.
Nickel plating will require a custom quote and has a $200 batch minimum.
We pride ourselves on our fast processing and shipping times, and we ship standard orders within 2-4 business days of receiving your order. Plating will add 7-10 business days to that lead time, so be sure to plan accordingly when choosing when to place your order.
To get your parts as quickly as possible, we strongly recommend splitting any parts that require plating into a separate order. This allows us to process and ship the non-plated parts while we are plating your other parts.
Plating Options
Plating provides long-term protection against corrosion and wear, so we choose metals to plate your parts that are known for their rust and corrosion resistance.
Zinc is highly rust resistant and known to slow the corrosion rate of some materials by up to 30 years. It increases the life expectancy of the metal it coats thanks to its resistance to extreme temperatures.
At this time, we offer chloride rack zinc electroplating in three different finishes:
Black – ASTM-B633 Type II SC2
Yellow – ASTM-B633 Type II SC2
Clear – ASTM-B633 Type III SC2
Nickel plating has a wide range of applications and provides excellent wear and corrosion resistance. When applied to copper, the material maintains conductivity and benefits from an increased operating temperature range.
Whether you use nickel plating for a clean final look or as an undercoating for further finishing, it can protect your parts while helping them achieve an aesthetic appearance.
We offer bright electrolytic nickel plating in the following finish:
Clear – SAE-AMS-QQ-N-290 Grade G
Materials Available
Plating can be applied to almost any substrate metals, though some are better suited for the finishing process than others.
We currently offer Chromoly and all our Mild Steel options for zinc plating.
Mild Steel: 0.030”-0.500” (.76mm-12.7mm)
Chromoly: 0.050”-0.250” (1.27mm-6.35mm)
We currently offer Copper and all our Mild Steel options for nickel plating.
Mild Steel: 0.030”-0.500” (0.76mm-12.7mm)
Copper: 0.040″ – 0.250” (1.02mm-6.35mm)
Geometry Requirements
As with our other post-processing operations, parts need to meet certain requirements to achieve a successful plated finish.
All plated parts must be at least 1″ x 3″ for processing. The shortest dimension should be no smaller than 1″, and the whole square area of the part should be no less than 3 inches².
Plated parts can be a maximum of 23” x 23”.
Additionally, your part must include a hole that can be used to hang your part while it’s being plated. This hole must be at least 0.063” (1.6mm), or whatever the minimum hole size is for your chosen material and thickness.
For example, if your part is 0.250” (6.35mm) thick chromoly, the hole you include for plating must be at least 0.100” (2.54mm) as that is the minimum hole size allowed for 0.250” chromoly.
You can find the minimum hole size under the Design Considerations section on each material page.
File Setup
If after reading these guidelines you’ve found you need to make some changes to your part design, check out our tutorials for designing and preparing your files in Illustrator, Inkscape, Fusion 360, and SolidWorks.
What To Expect
Some imperfections may be visible through the plating
Color and finishes may vary from batch to batch
Different alloys will have different color results
Machining tabs may be visible through the plating and will need to be removed once you receive the parts
We do not offer de-tabbing services at this time
The plating can be scratched with aggressive use and bare material will show through
Bend lines will be visible through the plating (die protection is not available)
Nickel plating will typically add 0.0002″ per side to the surface of your parts
Zinc plating will typically add 0.0003″ per side to the surface of your parts
Things to Consider
Any processing done after plating can mark-up and affect the plating. This includes hand-bending, grinding, and assembly
Plating will need to be removed if you intend to weld your plated parts
Pre-flight Checklist
File is in a format that we accept (2D: .dxf, .dwg, .ai, .eps; 3D: .step or .stp)
All holes and cutouts are at least 50% material thickness for laser cut parts
All holes and cutouts are no less than 0.070” for most waterjet cut parts
All holes and cutouts are no less than 0.125” for all CNC routed parts
File is built at a 1:1 scale, preferably in inch or mm units
All objects are on the same layer
All stray points, duplicate lines, empty objects and text areas have been removed
No shapes have open contours
All shapes have been united, combined or merged
All text has been converted to outlines or paths
Cut-out text (reversed text) has bridges or has been stencilized
[~DETAIL_TEXT] =>
Pricing/Order Info
Zinc plating will add a $19 minimum to your order with quantity discounts starting when you order more than one of an identical part.
Nickel plating will require a custom quote and has a $200 batch minimum.
We pride ourselves on our fast processing and shipping times, and we ship standard orders within 2-4 business days of receiving your order. Plating will add 7-10 business days to that lead time, so be sure to plan accordingly when choosing when to place your order.
To get your parts as quickly as possible, we strongly recommend splitting any parts that require plating into a separate order. This allows us to process and ship the non-plated parts while we are plating your other parts.
Plating Options
Plating provides long-term protection against corrosion and wear, so we choose metals to plate your parts that are known for their rust and corrosion resistance.
Zinc is highly rust resistant and known to slow the corrosion rate of some materials by up to 30 years. It increases the life expectancy of the metal it coats thanks to its resistance to extreme temperatures.
At this time, we offer chloride rack zinc electroplating in three different finishes:
Black – ASTM-B633 Type II SC2
Yellow – ASTM-B633 Type II SC2
Clear – ASTM-B633 Type III SC2
Nickel plating has a wide range of applications and provides excellent wear and corrosion resistance. When applied to copper, the material maintains conductivity and benefits from an increased operating temperature range.
Whether you use nickel plating for a clean final look or as an undercoating for further finishing, it can protect your parts while helping them achieve an aesthetic appearance.
We offer bright electrolytic nickel plating in the following finish:
Clear – SAE-AMS-QQ-N-290 Grade G
Materials Available
Plating can be applied to almost any substrate metals, though some are better suited for the finishing process than others.
We currently offer Chromoly and all our Mild Steel options for zinc plating.
Mild Steel: 0.030”-0.500” (.76mm-12.7mm)
Chromoly: 0.050”-0.250” (1.27mm-6.35mm)
We currently offer Copper and all our Mild Steel options for nickel plating.
Mild Steel: 0.030”-0.500” (0.76mm-12.7mm)
Copper: 0.040″ – 0.250” (1.02mm-6.35mm)
Geometry Requirements
As with our other post-processing operations, parts need to meet certain requirements to achieve a successful plated finish.
All plated parts must be at least 1″ x 3″ for processing. The shortest dimension should be no smaller than 1″, and the whole square area of the part should be no less than 3 inches².
Plated parts can be a maximum of 23” x 23”.
Additionally, your part must include a hole that can be used to hang your part while it’s being plated. This hole must be at least 0.063” (1.6mm), or whatever the minimum hole size is for your chosen material and thickness.
For example, if your part is 0.250” (6.35mm) thick chromoly, the hole you include for plating must be at least 0.100” (2.54mm) as that is the minimum hole size allowed for 0.250” chromoly.
You can find the minimum hole size under the Design Considerations section on each material page.
File Setup
If after reading these guidelines you’ve found you need to make some changes to your part design, check out our tutorials for designing and preparing your files in Illustrator, Inkscape, Fusion 360, and SolidWorks.
What To Expect
Some imperfections may be visible through the plating
Color and finishes may vary from batch to batch
Different alloys will have different color results
Machining tabs may be visible through the plating and will need to be removed once you receive the parts
We do not offer de-tabbing services at this time
The plating can be scratched with aggressive use and bare material will show through
Bend lines will be visible through the plating (die protection is not available)
Nickel plating will typically add 0.0002″ per side to the surface of your parts
Zinc plating will typically add 0.0003″ per side to the surface of your parts
Things to Consider
Any processing done after plating can mark-up and affect the plating. This includes hand-bending, grinding, and assembly
Plating will need to be removed if you intend to weld your plated parts
Pre-flight Checklist
File is in a format that we accept (2D: .dxf, .dwg, .ai, .eps; 3D: .step or .stp)
All holes and cutouts are at least 50% material thickness for laser cut parts
All holes and cutouts are no less than 0.070” for most waterjet cut parts
All holes and cutouts are no less than 0.125” for all CNC routed parts
File is built at a 1:1 scale, preferably in inch or mm units
All objects are on the same layer
All stray points, duplicate lines, empty objects and text areas have been removed
No shapes have open contours
All shapes have been united, combined or merged
All text has been converted to outlines or paths
Cut-out text (reversed text) has bridges or has been stencilized
[DETAIL_TEXT_TYPE] => html
[~DETAIL_TEXT_TYPE] => html
[PREVIEW_TEXT] => Plating can protect your parts for years to come while improving aesthetics. Make sure your parts fit within these guidelines to ensure a successful manufacturing and plating process!
[~PREVIEW_TEXT] => Plating can protect your parts for years to come while improving aesthetics. Make sure your parts fit within these guidelines to ensure a successful manufacturing and plating process!
[PREVIEW_TEXT_TYPE] => text
[~PREVIEW_TEXT_TYPE] => text
[PREVIEW_PICTURE] => Array
(
[ID] => 408
[TIMESTAMP_X] => 24.09.2024 15:52:51
[MODULE_ID] => iblock
[HEIGHT] => 586
[WIDTH] => 700
[FILE_SIZE] => 16830
[CONTENT_TYPE] => image/webp
[SUBDIR] => iblock/36c
[FILE_NAME] => evjf1tyrnqbhcnpdlfo28pwv8bae2vha.webp
[ORIGINAL_NAME] => plating-edge-1.webp
[DESCRIPTION] =>
[HANDLER_ID] =>
[EXTERNAL_ID] => c4b8f6ce1a22e10fc84aae0bc4905b6a
[VERSION_ORIGINAL_ID] =>
[META] =>
[SRC] => /upload/iblock/36c/evjf1tyrnqbhcnpdlfo28pwv8bae2vha.webp
[UNSAFE_SRC] => /upload/iblock/36c/evjf1tyrnqbhcnpdlfo28pwv8bae2vha.webp
[SAFE_SRC] => /upload/iblock/36c/evjf1tyrnqbhcnpdlfo28pwv8bae2vha.webp
[ALT] => Покрытие
[TITLE] => Покрытие
)
[~PREVIEW_PICTURE] => 408
[LANG_DIR] => /
[~LANG_DIR] => /
[CODE] => plating
[~CODE] => plating
[EXTERNAL_ID] => 261
[~EXTERNAL_ID] => 261
[IBLOCK_TYPE_ID] => content
[~IBLOCK_TYPE_ID] => content
[IBLOCK_CODE] =>
[~IBLOCK_CODE] =>
[IBLOCK_EXTERNAL_ID] =>
[~IBLOCK_EXTERNAL_ID] =>
[LID] => s1
[~LID] => s1
[EDIT_LINK] =>
[DELETE_LINK] =>
[DISPLAY_ACTIVE_FROM] =>
[FIELDS] => Array
(
[ID] => 261
)
[PROPERTIES] => Array
(
[VIDEO] => Array
(
[ID] => 30
[IBLOCK_ID] => 4
[NAME] => Главное видео
[ACTIVE] => Y
[SORT] => 1
[CODE] => VIDEO
[DEFAULT_VALUE] =>
[PROPERTY_TYPE] => S
[ROW_COUNT] => 1
[COL_COUNT] => 30
[LIST_TYPE] => L
[MULTIPLE] => N
[XML_ID] =>
[FILE_TYPE] =>
[MULTIPLE_CNT] => 5
[LINK_IBLOCK_ID] => 0
[WITH_DESCRIPTION] => N
[SEARCHABLE] => N
[FILTRABLE] => N
[IS_REQUIRED] => N
[VERSION] => 2
[USER_TYPE] =>
[USER_TYPE_SETTINGS] => Array
(
)
[HINT] =>
[~NAME] => Главное видео
[~DEFAULT_VALUE] =>
[VALUE_ENUM] =>
[VALUE_XML_ID] =>
[VALUE_SORT] =>
[VALUE] => https://www.youtube.com/embed/2lsvpdCJYJg
[PROPERTY_VALUE_ID] => 261:30
[DESCRIPTION] =>
[~VALUE] => https://www.youtube.com/embed/2lsvpdCJYJg
[~DESCRIPTION] =>
)
[MORE_VIDEO] => Array
(
[ID] => 31
[IBLOCK_ID] => 4
[NAME] => Видео
[ACTIVE] => Y
[SORT] => 2
[CODE] => MORE_VIDEO
[DEFAULT_VALUE] =>
[PROPERTY_TYPE] => S
[ROW_COUNT] => 1
[COL_COUNT] => 30
[LIST_TYPE] => L
[MULTIPLE] => Y
[XML_ID] =>
[FILE_TYPE] =>
[MULTIPLE_CNT] => 5
[LINK_IBLOCK_ID] => 0
[WITH_DESCRIPTION] => N
[SEARCHABLE] => N
[FILTRABLE] => N
[IS_REQUIRED] => N
[VERSION] => 2
[USER_TYPE] =>
[USER_TYPE_SETTINGS] => Array
(
)
[HINT] =>
[~NAME] => Видео
[~DEFAULT_VALUE] =>
[VALUE_ENUM] =>
[VALUE_XML_ID] =>
[VALUE_SORT] =>
[VALUE] =>
[PROPERTY_VALUE_ID] =>
[DESCRIPTION] =>
[~DESCRIPTION] =>
[~VALUE] =>
)
[FAQ] => Array
(
[ID] => 33
[IBLOCK_ID] => 4
[NAME] => FAQ
[ACTIVE] => Y
[SORT] => 3
[CODE] => FAQ
[DEFAULT_VALUE] =>
[PROPERTY_TYPE] => E
[ROW_COUNT] => 1
[COL_COUNT] => 30
[LIST_TYPE] => L
[MULTIPLE] => Y
[XML_ID] =>
[FILE_TYPE] =>
[MULTIPLE_CNT] => 5
[LINK_IBLOCK_ID] => 5
[WITH_DESCRIPTION] => N
[SEARCHABLE] => N
[FILTRABLE] => N
[IS_REQUIRED] => N
[VERSION] => 2
[USER_TYPE] => EAutocomplete
[USER_TYPE_SETTINGS] => Array
(
[VIEW] => A
[SHOW_ADD] => N
[MAX_WIDTH] => 0
[MIN_HEIGHT] => 24
[MAX_HEIGHT] => 1000
[BAN_SYM] => ,;
[REP_SYM] =>
[OTHER_REP_SYM] =>
[IBLOCK_MESS] => N
)
[HINT] =>
[~NAME] => FAQ
[~DEFAULT_VALUE] =>
[VALUE_ENUM] =>
[VALUE_XML_ID] =>
[VALUE_SORT] =>
[VALUE] =>
[PROPERTY_VALUE_ID] =>
[DESCRIPTION] =>
[~DESCRIPTION] =>
[~VALUE] =>
)
[BLOG] => Array
(
[ID] => 34
[IBLOCK_ID] => 4
[NAME] => BLOG
[ACTIVE] => Y
[SORT] => 4
[CODE] => BLOG
[DEFAULT_VALUE] =>
[PROPERTY_TYPE] => E
[ROW_COUNT] => 1
[COL_COUNT] => 30
[LIST_TYPE] => L
[MULTIPLE] => Y
[XML_ID] =>
[FILE_TYPE] =>
[MULTIPLE_CNT] => 5
[LINK_IBLOCK_ID] => 6
[WITH_DESCRIPTION] => N
[SEARCHABLE] => N
[FILTRABLE] => N
[IS_REQUIRED] => N
[VERSION] => 2
[USER_TYPE] => EAutocomplete
[USER_TYPE_SETTINGS] => Array
(
[VIEW] => A
[SHOW_ADD] => N
[MAX_WIDTH] => 0
[MIN_HEIGHT] => 24
[MAX_HEIGHT] => 1000
[BAN_SYM] => ,;
[REP_SYM] =>
[OTHER_REP_SYM] =>
[IBLOCK_MESS] => N
)
[HINT] =>
[~NAME] => BLOG
[~DEFAULT_VALUE] =>
[VALUE_ENUM] =>
[VALUE_XML_ID] =>
[VALUE_SORT] =>
[VALUE] =>
[PROPERTY_VALUE_ID] =>
[DESCRIPTION] =>
[~DESCRIPTION] =>
[~VALUE] =>
)
[MATERIALS] => Array
(
[ID] => 32
[IBLOCK_ID] => 4
[NAME] => Материалы
[ACTIVE] => Y
[SORT] => 10
[CODE] => MATERIALS
[DEFAULT_VALUE] =>
[PROPERTY_TYPE] => E
[ROW_COUNT] => 1
[COL_COUNT] => 30
[LIST_TYPE] => L
[MULTIPLE] => Y
[XML_ID] =>
[FILE_TYPE] =>
[MULTIPLE_CNT] => 5
[LINK_IBLOCK_ID] => 1
[WITH_DESCRIPTION] => N
[SEARCHABLE] => N
[FILTRABLE] => N
[IS_REQUIRED] => N
[VERSION] => 2
[USER_TYPE] => EAutocomplete
[USER_TYPE_SETTINGS] => Array
(
[VIEW] => E
[SHOW_ADD] => N
[MAX_WIDTH] => 0
[MIN_HEIGHT] => 24
[MAX_HEIGHT] => 1000
[BAN_SYM] => ,;
[REP_SYM] =>
[OTHER_REP_SYM] =>
[IBLOCK_MESS] => N
)
[HINT] =>
[~NAME] => Материалы
[~DEFAULT_VALUE] =>
[VALUE_ENUM] =>
[VALUE_XML_ID] =>
[VALUE_SORT] =>
[VALUE] =>
[PROPERTY_VALUE_ID] =>
[DESCRIPTION] =>
[~DESCRIPTION] =>
[~VALUE] =>
)
[DESCRIPTION] =>
)
[DISPLAY_PROPERTIES] => Array
(
)
[IPROPERTY_VALUES] => Array
(
)
)
1
Materials have to meet a few requirements for powder coating: they have to be able to hold an electrostatic charge, and withstand high curing temperatures.
Because of these requirements, aluminum, mild steel and stainless steel are the best candidates for powder coating. We can powder coat these materials in several different thicknesses.
5052 Aluminum 0.063″ – 0.500”
6061 Aluminum 0.063″ – 0.500”
7075 Aluminum 0.125” – 0.250″
Mild Steel 0.048″ – 0.500”
4130 Chromoly Steel 0.050″ – 0.250”
304 Stainless Steel 0.048″ – 0.500”
316 Stainless Steel 0.060″ – 0.250”
*Hot Roll A36 is the least favorable material to powder coat. It has a mill scale and it’s not completely removed in the blasting process and is visible after powder is completed.
Order Requirements
For the fastest turnaround time, we recommend placing your powder-coated parts as a separate order from your non-powder coated parts. This will give you the best possible lead time for all your parts.
We are still cutting and shipping your orders at our typical break-neck speed, but keep in mind that powder coating will add 7-10 days to the production time. We know the final look of your parts will be worth the wait!
Available Powder Coat Colors
Matte Black
Axalta Black Magic/BK120 0-9% Gloss
Gloss Black
Cardinal BK 12/(RAL 9011) 90% Gloss
Wrinkle Black
Cardinal BK176 10% Gloss
Gloss White
Tiger Bengal White 149/11111/(RAL 9003) 90% Gloss
Gloss Red
Cardinal RD03/(RAL 3002) 90% Gloss
Gloss Yellow
YL01/(RAL 1018) 90% Gloss
Emerald Green
40 / 52900 (RAL 6001) 85% Gloss
Geometry Requirements for Powder Coating
Summary:
3” minimum part size; 23” maximum
.063” or larger cutout for hanging
No holes/cutouts smaller than .040”
Powder adds .002"-.005” per side
All powder coated parts must be at least 1″ x 3″. The shortest dimension should be no smaller than 1″, and the whole square area of the part should be no less than 3 inches2.
There should be a hole or cutout .063” (1.60mm) or larger in each powder coated part so it can be hung. Any holes or cutouts part of the design should not be less than .040” (1.02mm). Holes smaller than .040” or 1.02mm may “fill” with powder during the coating process.
We can’t plug tapped holes prior to powder coating, so keep in mind that any holes we tap for you will need to be chased with a tap to remove any build up between the threads.
What To Expect
Parts will be sandblasted prior to powder coating to ensure a successful finish.
The powder adds between .004” (0.102mm) and .010” (0.254mm) to the overall thickness of your final part. Be sure to account for this in any areas of your design with small holes or tight clearances.
At this time we do not offer tab removal on powder coated parts so micro joints/tabs will be visible through the powder coat. These are typically 0.015-0.030″ in width depending on the material and roughly .010″ in height.
In addition, we cannot provide etching on any of your powder coated parts as the powder will completely cover them.
Except for the wrinkle black finish, all powder coat colors will show fingerprints.
Preparing Your Parts for Powder Coating
If after reading these guidelines you’ve found you need to make some changes to your part design, check out our tutorials for designing and preparing your files in Illustrator, Inkscape, and Fusion 360.
Pre-flight Checklist
File is in a format that we accept (2D: .dxf, .dwg, .ai, .eps; 3D: .step or .stp)
All holes and cutouts are at least 50% material thickness for laser cut parts
All holes and cutouts are no less than 0.070” for most waterjet cut parts
All holes and cutouts are no less than 0.125” for all CNC routed parts
File is built at a 1:1 scale, preferably in inch or mm units
All objects are on the same layer
All stray points, duplicate lines, empty objects and text areas have been removed
No shapes have open contours
All shapes have been united, combined or merged
All text has been converted to outlines or paths
Cut-out text (reversed text) has bridges or has been stencilized
[~DETAIL_TEXT] =>
Materials Available for Powder Coating
Materials have to meet a few requirements for powder coating: they have to be able to hold an electrostatic charge, and withstand high curing temperatures.
Because of these requirements, aluminum, mild steel and stainless steel are the best candidates for powder coating. We can powder coat these materials in several different thicknesses.
5052 Aluminum 0.063″ – 0.500”
6061 Aluminum 0.063″ – 0.500”
7075 Aluminum 0.125” – 0.250″
Mild Steel 0.048″ – 0.500”
4130 Chromoly Steel 0.050″ – 0.250”
304 Stainless Steel 0.048″ – 0.500”
316 Stainless Steel 0.060″ – 0.250”
*Hot Roll A36 is the least favorable material to powder coat. It has a mill scale and it’s not completely removed in the blasting process and is visible after powder is completed.
Order Requirements
For the fastest turnaround time, we recommend placing your powder-coated parts as a separate order from your non-powder coated parts. This will give you the best possible lead time for all your parts.
We are still cutting and shipping your orders at our typical break-neck speed, but keep in mind that powder coating will add 7-10 days to the production time. We know the final look of your parts will be worth the wait!
Available Powder Coat Colors
Matte Black
Axalta Black Magic/BK120 0-9% Gloss
Gloss Black
Cardinal BK 12/(RAL 9011) 90% Gloss
Wrinkle Black
Cardinal BK176 10% Gloss
Gloss White
Tiger Bengal White 149/11111/(RAL 9003) 90% Gloss
Gloss Red
Cardinal RD03/(RAL 3002) 90% Gloss
Gloss Yellow
YL01/(RAL 1018) 90% Gloss
Emerald Green
40 / 52900 (RAL 6001) 85% Gloss
Geometry Requirements for Powder Coating
Summary:
3” minimum part size; 23” maximum
.063” or larger cutout for hanging
No holes/cutouts smaller than .040”
Powder adds .002"-.005” per side
All powder coated parts must be at least 1″ x 3″. The shortest dimension should be no smaller than 1″, and the whole square area of the part should be no less than 3 inches2.
There should be a hole or cutout .063” (1.60mm) or larger in each powder coated part so it can be hung. Any holes or cutouts part of the design should not be less than .040” (1.02mm). Holes smaller than .040” or 1.02mm may “fill” with powder during the coating process.
We can’t plug tapped holes prior to powder coating, so keep in mind that any holes we tap for you will need to be chased with a tap to remove any build up between the threads.
What To Expect
Parts will be sandblasted prior to powder coating to ensure a successful finish.
The powder adds between .004” (0.102mm) and .010” (0.254mm) to the overall thickness of your final part. Be sure to account for this in any areas of your design with small holes or tight clearances.
At this time we do not offer tab removal on powder coated parts so micro joints/tabs will be visible through the powder coat. These are typically 0.015-0.030″ in width depending on the material and roughly .010″ in height.
In addition, we cannot provide etching on any of your powder coated parts as the powder will completely cover them.
Except for the wrinkle black finish, all powder coat colors will show fingerprints.
Preparing Your Parts for Powder Coating
If after reading these guidelines you’ve found you need to make some changes to your part design, check out our tutorials for designing and preparing your files in Illustrator, Inkscape, and Fusion 360.
Pre-flight Checklist
File is in a format that we accept (2D: .dxf, .dwg, .ai, .eps; 3D: .step or .stp)
All holes and cutouts are at least 50% material thickness for laser cut parts
All holes and cutouts are no less than 0.070” for most waterjet cut parts
All holes and cutouts are no less than 0.125” for all CNC routed parts
File is built at a 1:1 scale, preferably in inch or mm units
All objects are on the same layer
All stray points, duplicate lines, empty objects and text areas have been removed
No shapes have open contours
All shapes have been united, combined or merged
All text has been converted to outlines or paths
Cut-out text (reversed text) has bridges or has been stencilized
[DETAIL_TEXT_TYPE] => html
[~DETAIL_TEXT_TYPE] => html
[PREVIEW_TEXT] => Your one-stop shop for everything you need to know about powder coating with SendCutSend.
[~PREVIEW_TEXT] => Your one-stop shop for everything you need to know about powder coating with SendCutSend.
[PREVIEW_TEXT_TYPE] => text
[~PREVIEW_TEXT_TYPE] => text
[PREVIEW_PICTURE] => Array
(
[ID] => 409
[TIMESTAMP_X] => 24.09.2024 15:50:15
[MODULE_ID] => iblock
[HEIGHT] => 654
[WIDTH] => 803
[FILE_SIZE] => 15350
[CONTENT_TYPE] => image/webp
[SUBDIR] => iblock/66c
[FILE_NAME] => pfxnd7j8v3rpgtt2xry27hjvmjbdqxir.webp
[ORIGINAL_NAME] => pc-lasers-flat-1.webp
[DESCRIPTION] =>
[HANDLER_ID] =>
[EXTERNAL_ID] => d5750e6d27d4e15eade880f188305679
[VERSION_ORIGINAL_ID] =>
[META] =>
[SRC] => /upload/iblock/66c/pfxnd7j8v3rpgtt2xry27hjvmjbdqxir.webp
[UNSAFE_SRC] => /upload/iblock/66c/pfxnd7j8v3rpgtt2xry27hjvmjbdqxir.webp
[SAFE_SRC] => /upload/iblock/66c/pfxnd7j8v3rpgtt2xry27hjvmjbdqxir.webp
[ALT] => Порошковое покрытие
[TITLE] => Порошковое покрытие
)
[~PREVIEW_PICTURE] => 409
[LANG_DIR] => /
[~LANG_DIR] => /
[CODE] => powder-coating
[~CODE] => powder-coating
[EXTERNAL_ID] => 262
[~EXTERNAL_ID] => 262
[IBLOCK_TYPE_ID] => content
[~IBLOCK_TYPE_ID] => content
[IBLOCK_CODE] =>
[~IBLOCK_CODE] =>
[IBLOCK_EXTERNAL_ID] =>
[~IBLOCK_EXTERNAL_ID] =>
[LID] => s1
[~LID] => s1
[EDIT_LINK] =>
[DELETE_LINK] =>
[DISPLAY_ACTIVE_FROM] =>
[FIELDS] => Array
(
[ID] => 262
)
[PROPERTIES] => Array
(
[VIDEO] => Array
(
[ID] => 30
[IBLOCK_ID] => 4
[NAME] => Главное видео
[ACTIVE] => Y
[SORT] => 1
[CODE] => VIDEO
[DEFAULT_VALUE] =>
[PROPERTY_TYPE] => S
[ROW_COUNT] => 1
[COL_COUNT] => 30
[LIST_TYPE] => L
[MULTIPLE] => N
[XML_ID] =>
[FILE_TYPE] =>
[MULTIPLE_CNT] => 5
[LINK_IBLOCK_ID] => 0
[WITH_DESCRIPTION] => N
[SEARCHABLE] => N
[FILTRABLE] => N
[IS_REQUIRED] => N
[VERSION] => 2
[USER_TYPE] =>
[USER_TYPE_SETTINGS] => Array
(
)
[HINT] =>
[~NAME] => Главное видео
[~DEFAULT_VALUE] =>
[VALUE_ENUM] =>
[VALUE_XML_ID] =>
[VALUE_SORT] =>
[VALUE] => https://www.youtube.com/embed/Q9DV8WMzxAI
[PROPERTY_VALUE_ID] => 262:30
[DESCRIPTION] =>
[~VALUE] => https://www.youtube.com/embed/Q9DV8WMzxAI
[~DESCRIPTION] =>
)
[MORE_VIDEO] => Array
(
[ID] => 31
[IBLOCK_ID] => 4
[NAME] => Видео
[ACTIVE] => Y
[SORT] => 2
[CODE] => MORE_VIDEO
[DEFAULT_VALUE] =>
[PROPERTY_TYPE] => S
[ROW_COUNT] => 1
[COL_COUNT] => 30
[LIST_TYPE] => L
[MULTIPLE] => Y
[XML_ID] =>
[FILE_TYPE] =>
[MULTIPLE_CNT] => 5
[LINK_IBLOCK_ID] => 0
[WITH_DESCRIPTION] => N
[SEARCHABLE] => N
[FILTRABLE] => N
[IS_REQUIRED] => N
[VERSION] => 2
[USER_TYPE] =>
[USER_TYPE_SETTINGS] => Array
(
)
[HINT] =>
[~NAME] => Видео
[~DEFAULT_VALUE] =>
[VALUE_ENUM] =>
[VALUE_XML_ID] =>
[VALUE_SORT] =>
[VALUE] =>
[PROPERTY_VALUE_ID] =>
[DESCRIPTION] =>
[~DESCRIPTION] =>
[~VALUE] =>
)
[FAQ] => Array
(
[ID] => 33
[IBLOCK_ID] => 4
[NAME] => FAQ
[ACTIVE] => Y
[SORT] => 3
[CODE] => FAQ
[DEFAULT_VALUE] =>
[PROPERTY_TYPE] => E
[ROW_COUNT] => 1
[COL_COUNT] => 30
[LIST_TYPE] => L
[MULTIPLE] => Y
[XML_ID] =>
[FILE_TYPE] =>
[MULTIPLE_CNT] => 5
[LINK_IBLOCK_ID] => 5
[WITH_DESCRIPTION] => N
[SEARCHABLE] => N
[FILTRABLE] => N
[IS_REQUIRED] => N
[VERSION] => 2
[USER_TYPE] => EAutocomplete
[USER_TYPE_SETTINGS] => Array
(
[VIEW] => A
[SHOW_ADD] => N
[MAX_WIDTH] => 0
[MIN_HEIGHT] => 24
[MAX_HEIGHT] => 1000
[BAN_SYM] => ,;
[REP_SYM] =>
[OTHER_REP_SYM] =>
[IBLOCK_MESS] => N
)
[HINT] =>
[~NAME] => FAQ
[~DEFAULT_VALUE] =>
[VALUE_ENUM] =>
[VALUE_XML_ID] =>
[VALUE_SORT] =>
[VALUE] =>
[PROPERTY_VALUE_ID] =>
[DESCRIPTION] =>
[~DESCRIPTION] =>
[~VALUE] =>
)
[BLOG] => Array
(
[ID] => 34
[IBLOCK_ID] => 4
[NAME] => BLOG
[ACTIVE] => Y
[SORT] => 4
[CODE] => BLOG
[DEFAULT_VALUE] =>
[PROPERTY_TYPE] => E
[ROW_COUNT] => 1
[COL_COUNT] => 30
[LIST_TYPE] => L
[MULTIPLE] => Y
[XML_ID] =>
[FILE_TYPE] =>
[MULTIPLE_CNT] => 5
[LINK_IBLOCK_ID] => 6
[WITH_DESCRIPTION] => N
[SEARCHABLE] => N
[FILTRABLE] => N
[IS_REQUIRED] => N
[VERSION] => 2
[USER_TYPE] => EAutocomplete
[USER_TYPE_SETTINGS] => Array
(
[VIEW] => A
[SHOW_ADD] => N
[MAX_WIDTH] => 0
[MIN_HEIGHT] => 24
[MAX_HEIGHT] => 1000
[BAN_SYM] => ,;
[REP_SYM] =>
[OTHER_REP_SYM] =>
[IBLOCK_MESS] => N
)
[HINT] =>
[~NAME] => BLOG
[~DEFAULT_VALUE] =>
[VALUE_ENUM] =>
[VALUE_XML_ID] =>
[VALUE_SORT] =>
[VALUE] =>
[PROPERTY_VALUE_ID] =>
[DESCRIPTION] =>
[~DESCRIPTION] =>
[~VALUE] =>
)
[MATERIALS] => Array
(
[ID] => 32
[IBLOCK_ID] => 4
[NAME] => Материалы
[ACTIVE] => Y
[SORT] => 10
[CODE] => MATERIALS
[DEFAULT_VALUE] =>
[PROPERTY_TYPE] => E
[ROW_COUNT] => 1
[COL_COUNT] => 30
[LIST_TYPE] => L
[MULTIPLE] => Y
[XML_ID] =>
[FILE_TYPE] =>
[MULTIPLE_CNT] => 5
[LINK_IBLOCK_ID] => 1
[WITH_DESCRIPTION] => N
[SEARCHABLE] => N
[FILTRABLE] => N
[IS_REQUIRED] => N
[VERSION] => 2
[USER_TYPE] => EAutocomplete
[USER_TYPE_SETTINGS] => Array
(
[VIEW] => E
[SHOW_ADD] => N
[MAX_WIDTH] => 0
[MIN_HEIGHT] => 24
[MAX_HEIGHT] => 1000
[BAN_SYM] => ,;
[REP_SYM] =>
[OTHER_REP_SYM] =>
[IBLOCK_MESS] => N
)
[HINT] =>
[~NAME] => Материалы
[~DEFAULT_VALUE] =>
[VALUE_ENUM] =>
[VALUE_XML_ID] =>
[VALUE_SORT] =>
[VALUE] =>
[PROPERTY_VALUE_ID] =>
[DESCRIPTION] =>
[~DESCRIPTION] =>
[~VALUE] =>
)
[DESCRIPTION] =>
)
[DISPLAY_PROPERTIES] => Array
(
)
[IPROPERTY_VALUES] => Array
(
)
)
1
Setup and Cost for Plastic & Sheet Metal Tapping Services
Tapping your parts adds a $9 minimum to your cart total.
Save up to 70% or more with quantity discounts! We calculate quantity discounts based on several factors including material, operation type, number of operations on each part and number of duplicate parts. Our app will automatically provide quantity discounts based on your order.
Check out our processing page for information about typical lead times for tapping and other services.
How to Know Which Thread Types And Sizes to Specify for Plastic & Sheet Metal Tapping
Thread Engagement
Thread engagement is essentially just a fancy way of saying, “what percentage of threads on this bolt are engaged (or joined properly) with the threads on this nut?” It works the same for tapped holes and their appropriate fasteners. What’s important here is knowing your materials.
To make sure your parts have the required strength for your applications, you must be sure to take note of factors like tension and shear.
Thread Pitch
Thread pitch is a measurement depicting how many threads are in a given space. There are a few different ways to represent thread pitch:
SAE (Society of Automotive Engineers)
Metric
ANSI (American National Standards Institute)
Understanding Diameter
Diameter is simply a line of measurement crossing directly through the middle of your geometry, which, in this case, is your hole to be tapped and the fastener to be used.
SAE is represented by this format: ½-20. This measurement is read as a half-inch diameter with 20 threads per inch of the tapped length.
Metric is represented by this format: M10-1.5. This measurement is read as a 10mm diameter with 1.5mm between each thread. So, rather than counting threads per inch, the metric system directly measures the distance between two threads in mm.
ANSI is a unique beast and has its own standardized sizes that read like this: 10-32. These, like the other two systems, just reflect a particular standardized fastener size. If you need one of these, you likely already know, and if you aren’t sure, there are charts to verify dimensions in detail.
When to Specify Coarse Thread vs. Fine Thread for Tapping
You also need to understand the difference between coarse and fine threads concerning your project.
Fasteners/holes with coarse threads have larger pitches compared to fine threads. This just means there are fewer threads per fastener/hole. In contrast, fine threads tend to have smaller pitches and, therefore, more threads. Easy enough, yeah?
In most cases, you’ll likely be using coarse threads, but there are some scenarios in which the use of a fine thread hole/fastener would be preferable.
If you’re considering whether or not to use a fine thread tap, consider these pros and cons, but understand that this is not an exhaustive list:
Pros of Fine Thread
Stronger than coarse thread size-for-size
They allow for finer adjustment in some applications
Less tendency to loosen
Cons of Fine Thread
More prone to seizing and galling
Less suitable to high-speed assembly due to seizing
Need longer thread engagements
Tap Size and Placement Considerations
At SendCutSend we automatically resize holes to perfectly fit the tap you need! That being said you’ll still want to reference our hole size chart when calculating the minimum distance required from other cut features.
We’ll need the center of any tapped holes to be at least the following distance from other cut features: tap hole size/2 + the minimum tap hole-to-edge distance for the chosen material.
The minimum hole-to-edge distance is measured from the edge of the tapped hole to the nearest cut feature, and the specification can be found on each individual material info page by stock thickness.
Below is a chart of SendCutSend’s available tap sizes. Each tap size is paired with the required through-hole size that will be needed in your design.
Use the formula above to make sure there’s sufficient distance between tapped holes and other cut features to ensure optimal performance for your applications.
Thread/Tap Hole Sizes For Plastic & Sheet Metal Parts
Tap
Hole Size
MM
4-40
0.091″
2.32
6-32
0.116″
3.00
8-32
0.138″
3.51
10-32
0.164″
4.17
1/4-20
0.209″
5.31
1/4-28
0.221″
5.62
5/16-18
0.266″
6.76
5/16-24
0.278″
7.07
3/8-16
0.323″
8.21
3/8-24
0.341″
8.67
1/2-13
0.435″
11.05
1/2-20
0.459″
11.66
M2 x 0.4
0.065″
1.66
M2.5 x 0.45
0.083″
2.11
M3 x 0.5
0.102″
2.60
M4 x 0.7
0.134″
3.41
M5 x 0.8
0.170″
4.32
M6 x 1.0
0.203″
5.16
M8 x 1.25
0.274″
6.96
M10 x 1.5
0.344″
8.74
Choosing the Correct Tap for Your Material Thickness
Ideally, you want as much thread engagement/depth of thread as possible. Depending on the application, you may be able to get away with much less. For the best strength, you should try to aim for 1-1.5X the bolt diameter to depth ratio.
For example, an 8-32 bolt should have roughly (0.136”-204”) thread/material depth.
How to Set Up Your File For Plastic & Sheet Metal Tapping
Size holes to the correct drill size for the given tap using our chart
For bent parts, place tapped holes at least 1/2 the full die width away from the bend line to avoid distortion. You can find the die width used to form our bendable materials on each individual material info page. Check out our bending guidelines for more information.
Tapping only available perpendicular to the main surface
Minimum 1″ x 1.5″ part size for tapping
Maximum 36″ x 46″ part size for tapping
What to Expect On Finished Parts
Parts may have some light oil residue
They may require some deburring
Tapped holes near bends could distort and may need chasing
All tapped holes will be right hand threaded
Closing Statement
We hope this guide helps you design your parts for greater success with us, and we ask that you take the time to check out the other guidelines pages to make sure everything looks great. In the end, it will save us all a tremendous amount of time and energy!
If you have specific questions regarding your design and they aren’t covered in our guidelines, don’t hesitate to reach out to our support team. Our friendly and talented folks will get back to you as soon as possible!
Pre-flight Checklist for Plastic & Sheet Metal Tapping
File is in a format that we accept (2D: .dxf, .dwg, .ai, .eps; 3D: .step or .stp)
All holes and cutouts are at least 50% material thickness for laser cut parts
All holes and cutouts are no less than 0.070” for most waterjet cut parts
All holes and cutouts are no less than 0.125” for all CNC routed parts
File is built at a 1:1 scale, preferably in inch or mm units
All objects are on the same layer
All stray points, duplicate lines, empty objects and text areas have been removed
No shapes have open contours
All shapes have been united, combined or merged
All text has been converted to outlines or paths
Cut-out text (reversed text) has bridges or has been stencilized
[~DETAIL_TEXT] =>
Setup and Cost for Plastic & Sheet Metal Tapping Services
Tapping your parts adds a $9 minimum to your cart total.
Save up to 70% or more with quantity discounts! We calculate quantity discounts based on several factors including material, operation type, number of operations on each part and number of duplicate parts. Our app will automatically provide quantity discounts based on your order.
Check out our processing page for information about typical lead times for tapping and other services.
How to Know Which Thread Types And Sizes to Specify for Plastic & Sheet Metal Tapping
Thread Engagement
Thread engagement is essentially just a fancy way of saying, “what percentage of threads on this bolt are engaged (or joined properly) with the threads on this nut?” It works the same for tapped holes and their appropriate fasteners. What’s important here is knowing your materials.
To make sure your parts have the required strength for your applications, you must be sure to take note of factors like tension and shear.
Thread Pitch
Thread pitch is a measurement depicting how many threads are in a given space. There are a few different ways to represent thread pitch:
SAE (Society of Automotive Engineers)
Metric
ANSI (American National Standards Institute)
Understanding Diameter
Diameter is simply a line of measurement crossing directly through the middle of your geometry, which, in this case, is your hole to be tapped and the fastener to be used.
SAE is represented by this format: ½-20. This measurement is read as a half-inch diameter with 20 threads per inch of the tapped length.
Metric is represented by this format: M10-1.5. This measurement is read as a 10mm diameter with 1.5mm between each thread. So, rather than counting threads per inch, the metric system directly measures the distance between two threads in mm.
ANSI is a unique beast and has its own standardized sizes that read like this: 10-32. These, like the other two systems, just reflect a particular standardized fastener size. If you need one of these, you likely already know, and if you aren’t sure, there are charts to verify dimensions in detail.
When to Specify Coarse Thread vs. Fine Thread for Tapping
You also need to understand the difference between coarse and fine threads concerning your project.
Fasteners/holes with coarse threads have larger pitches compared to fine threads. This just means there are fewer threads per fastener/hole. In contrast, fine threads tend to have smaller pitches and, therefore, more threads. Easy enough, yeah?
In most cases, you’ll likely be using coarse threads, but there are some scenarios in which the use of a fine thread hole/fastener would be preferable.
If you’re considering whether or not to use a fine thread tap, consider these pros and cons, but understand that this is not an exhaustive list:
Pros of Fine Thread
Stronger than coarse thread size-for-size
They allow for finer adjustment in some applications
Less tendency to loosen
Cons of Fine Thread
More prone to seizing and galling
Less suitable to high-speed assembly due to seizing
Need longer thread engagements
Tap Size and Placement Considerations
At SendCutSend we automatically resize holes to perfectly fit the tap you need! That being said you’ll still want to reference our hole size chart when calculating the minimum distance required from other cut features.
We’ll need the center of any tapped holes to be at least the following distance from other cut features: tap hole size/2 + the minimum tap hole-to-edge distance for the chosen material.
The minimum hole-to-edge distance is measured from the edge of the tapped hole to the nearest cut feature, and the specification can be found on each individual material info page by stock thickness.
Below is a chart of SendCutSend’s available tap sizes. Each tap size is paired with the required through-hole size that will be needed in your design.
Use the formula above to make sure there’s sufficient distance between tapped holes and other cut features to ensure optimal performance for your applications.
Thread/Tap Hole Sizes For Plastic & Sheet Metal Parts
Tap
Hole Size
MM
4-40
0.091″
2.32
6-32
0.116″
3.00
8-32
0.138″
3.51
10-32
0.164″
4.17
1/4-20
0.209″
5.31
1/4-28
0.221″
5.62
5/16-18
0.266″
6.76
5/16-24
0.278″
7.07
3/8-16
0.323″
8.21
3/8-24
0.341″
8.67
1/2-13
0.435″
11.05
1/2-20
0.459″
11.66
M2 x 0.4
0.065″
1.66
M2.5 x 0.45
0.083″
2.11
M3 x 0.5
0.102″
2.60
M4 x 0.7
0.134″
3.41
M5 x 0.8
0.170″
4.32
M6 x 1.0
0.203″
5.16
M8 x 1.25
0.274″
6.96
M10 x 1.5
0.344″
8.74
Choosing the Correct Tap for Your Material Thickness
Ideally, you want as much thread engagement/depth of thread as possible. Depending on the application, you may be able to get away with much less. For the best strength, you should try to aim for 1-1.5X the bolt diameter to depth ratio.
For example, an 8-32 bolt should have roughly (0.136”-204”) thread/material depth.
How to Set Up Your File For Plastic & Sheet Metal Tapping
Size holes to the correct drill size for the given tap using our chart
For bent parts, place tapped holes at least 1/2 the full die width away from the bend line to avoid distortion. You can find the die width used to form our bendable materials on each individual material info page. Check out our bending guidelines for more information.
Tapping only available perpendicular to the main surface
Minimum 1″ x 1.5″ part size for tapping
Maximum 36″ x 46″ part size for tapping
What to Expect On Finished Parts
Parts may have some light oil residue
They may require some deburring
Tapped holes near bends could distort and may need chasing
All tapped holes will be right hand threaded
Closing Statement
We hope this guide helps you design your parts for greater success with us, and we ask that you take the time to check out the other guidelines pages to make sure everything looks great. In the end, it will save us all a tremendous amount of time and energy!
If you have specific questions regarding your design and they aren’t covered in our guidelines, don’t hesitate to reach out to our support team. Our friendly and talented folks will get back to you as soon as possible!
Pre-flight Checklist for Plastic & Sheet Metal Tapping
File is in a format that we accept (2D: .dxf, .dwg, .ai, .eps; 3D: .step or .stp)
All holes and cutouts are at least 50% material thickness for laser cut parts
All holes and cutouts are no less than 0.070” for most waterjet cut parts
All holes and cutouts are no less than 0.125” for all CNC routed parts
File is built at a 1:1 scale, preferably in inch or mm units
All objects are on the same layer
All stray points, duplicate lines, empty objects and text areas have been removed
No shapes have open contours
All shapes have been united, combined or merged
All text has been converted to outlines or paths
Cut-out text (reversed text) has bridges or has been stencilized
[DETAIL_TEXT_TYPE] => html
[~DETAIL_TEXT_TYPE] => html
[PREVIEW_TEXT] => So you’ve designed something fantastic (or maybe you’re about to) that requires some tapping. Cool. We can’t wait to help you make it a reality. Here are some essential guidelines to help us get it to you even faster!
[~PREVIEW_TEXT] => So you’ve designed something fantastic (or maybe you’re about to) that requires some tapping. Cool. We can’t wait to help you make it a reality. Here are some essential guidelines to help us get it to you even faster!
[PREVIEW_TEXT_TYPE] => text
[~PREVIEW_TEXT_TYPE] => text
[PREVIEW_PICTURE] => Array
(
[ID] => 410
[TIMESTAMP_X] => 24.09.2024 15:48:47
[MODULE_ID] => iblock
[HEIGHT] => 616
[WIDTH] => 799
[FILE_SIZE] => 42612
[CONTENT_TYPE] => image/webp
[SUBDIR] => iblock/5f2
[FILE_NAME] => 9byd8ru0myb6hm7qiduqk5wjgy323xbw.webp
[ORIGINAL_NAME] => tap-hole-size.webp
[DESCRIPTION] =>
[HANDLER_ID] =>
[EXTERNAL_ID] => eba93233854a402a62be9e37263a8687
[VERSION_ORIGINAL_ID] =>
[META] =>
[SRC] => /upload/iblock/5f2/9byd8ru0myb6hm7qiduqk5wjgy323xbw.webp
[UNSAFE_SRC] => /upload/iblock/5f2/9byd8ru0myb6hm7qiduqk5wjgy323xbw.webp
[SAFE_SRC] => /upload/iblock/5f2/9byd8ru0myb6hm7qiduqk5wjgy323xbw.webp
[ALT] => Нарезание резьбы
[TITLE] => Нарезание резьбы
)
[~PREVIEW_PICTURE] => 410
[LANG_DIR] => /
[~LANG_DIR] => /
[CODE] => tapping
[~CODE] => tapping
[EXTERNAL_ID] => 263
[~EXTERNAL_ID] => 263
[IBLOCK_TYPE_ID] => content
[~IBLOCK_TYPE_ID] => content
[IBLOCK_CODE] =>
[~IBLOCK_CODE] =>
[IBLOCK_EXTERNAL_ID] =>
[~IBLOCK_EXTERNAL_ID] =>
[LID] => s1
[~LID] => s1
[EDIT_LINK] =>
[DELETE_LINK] =>
[DISPLAY_ACTIVE_FROM] =>
[FIELDS] => Array
(
[ID] => 263
)
[PROPERTIES] => Array
(
[VIDEO] => Array
(
[ID] => 30
[IBLOCK_ID] => 4
[NAME] => Главное видео
[ACTIVE] => Y
[SORT] => 1
[CODE] => VIDEO
[DEFAULT_VALUE] =>
[PROPERTY_TYPE] => S
[ROW_COUNT] => 1
[COL_COUNT] => 30
[LIST_TYPE] => L
[MULTIPLE] => N
[XML_ID] =>
[FILE_TYPE] =>
[MULTIPLE_CNT] => 5
[LINK_IBLOCK_ID] => 0
[WITH_DESCRIPTION] => N
[SEARCHABLE] => N
[FILTRABLE] => N
[IS_REQUIRED] => N
[VERSION] => 2
[USER_TYPE] =>
[USER_TYPE_SETTINGS] => Array
(
)
[HINT] =>
[~NAME] => Главное видео
[~DEFAULT_VALUE] =>
[VALUE_ENUM] =>
[VALUE_XML_ID] =>
[VALUE_SORT] =>
[VALUE] => https://www.youtube.com/embed/jD2gHzdn-KI
[PROPERTY_VALUE_ID] => 263:30
[DESCRIPTION] =>
[~VALUE] => https://www.youtube.com/embed/jD2gHzdn-KI
[~DESCRIPTION] =>
)
[MORE_VIDEO] => Array
(
[ID] => 31
[IBLOCK_ID] => 4
[NAME] => Видео
[ACTIVE] => Y
[SORT] => 2
[CODE] => MORE_VIDEO
[DEFAULT_VALUE] =>
[PROPERTY_TYPE] => S
[ROW_COUNT] => 1
[COL_COUNT] => 30
[LIST_TYPE] => L
[MULTIPLE] => Y
[XML_ID] =>
[FILE_TYPE] =>
[MULTIPLE_CNT] => 5
[LINK_IBLOCK_ID] => 0
[WITH_DESCRIPTION] => N
[SEARCHABLE] => N
[FILTRABLE] => N
[IS_REQUIRED] => N
[VERSION] => 2
[USER_TYPE] =>
[USER_TYPE_SETTINGS] => Array
(
)
[HINT] =>
[~NAME] => Видео
[~DEFAULT_VALUE] =>
[VALUE_ENUM] =>
[VALUE_XML_ID] =>
[VALUE_SORT] =>
[VALUE] =>
[PROPERTY_VALUE_ID] =>
[DESCRIPTION] =>
[~DESCRIPTION] =>
[~VALUE] =>
)
[FAQ] => Array
(
[ID] => 33
[IBLOCK_ID] => 4
[NAME] => FAQ
[ACTIVE] => Y
[SORT] => 3
[CODE] => FAQ
[DEFAULT_VALUE] =>
[PROPERTY_TYPE] => E
[ROW_COUNT] => 1
[COL_COUNT] => 30
[LIST_TYPE] => L
[MULTIPLE] => Y
[XML_ID] =>
[FILE_TYPE] =>
[MULTIPLE_CNT] => 5
[LINK_IBLOCK_ID] => 5
[WITH_DESCRIPTION] => N
[SEARCHABLE] => N
[FILTRABLE] => N
[IS_REQUIRED] => N
[VERSION] => 2
[USER_TYPE] => EAutocomplete
[USER_TYPE_SETTINGS] => Array
(
[VIEW] => A
[SHOW_ADD] => N
[MAX_WIDTH] => 0
[MIN_HEIGHT] => 24
[MAX_HEIGHT] => 1000
[BAN_SYM] => ,;
[REP_SYM] =>
[OTHER_REP_SYM] =>
[IBLOCK_MESS] => N
)
[HINT] =>
[~NAME] => FAQ
[~DEFAULT_VALUE] =>
[VALUE_ENUM] =>
[VALUE_XML_ID] =>
[VALUE_SORT] =>
[VALUE] =>
[PROPERTY_VALUE_ID] =>
[DESCRIPTION] =>
[~DESCRIPTION] =>
[~VALUE] =>
)
[BLOG] => Array
(
[ID] => 34
[IBLOCK_ID] => 4
[NAME] => BLOG
[ACTIVE] => Y
[SORT] => 4
[CODE] => BLOG
[DEFAULT_VALUE] =>
[PROPERTY_TYPE] => E
[ROW_COUNT] => 1
[COL_COUNT] => 30
[LIST_TYPE] => L
[MULTIPLE] => Y
[XML_ID] =>
[FILE_TYPE] =>
[MULTIPLE_CNT] => 5
[LINK_IBLOCK_ID] => 6
[WITH_DESCRIPTION] => N
[SEARCHABLE] => N
[FILTRABLE] => N
[IS_REQUIRED] => N
[VERSION] => 2
[USER_TYPE] => EAutocomplete
[USER_TYPE_SETTINGS] => Array
(
[VIEW] => A
[SHOW_ADD] => N
[MAX_WIDTH] => 0
[MIN_HEIGHT] => 24
[MAX_HEIGHT] => 1000
[BAN_SYM] => ,;
[REP_SYM] =>
[OTHER_REP_SYM] =>
[IBLOCK_MESS] => N
)
[HINT] =>
[~NAME] => BLOG
[~DEFAULT_VALUE] =>
[VALUE_ENUM] =>
[VALUE_XML_ID] =>
[VALUE_SORT] =>
[VALUE] =>
[PROPERTY_VALUE_ID] =>
[DESCRIPTION] =>
[~DESCRIPTION] =>
[~VALUE] =>
)
[MATERIALS] => Array
(
[ID] => 32
[IBLOCK_ID] => 4
[NAME] => Материалы
[ACTIVE] => Y
[SORT] => 10
[CODE] => MATERIALS
[DEFAULT_VALUE] =>
[PROPERTY_TYPE] => E
[ROW_COUNT] => 1
[COL_COUNT] => 30
[LIST_TYPE] => L
[MULTIPLE] => Y
[XML_ID] =>
[FILE_TYPE] =>
[MULTIPLE_CNT] => 5
[LINK_IBLOCK_ID] => 1
[WITH_DESCRIPTION] => N
[SEARCHABLE] => N
[FILTRABLE] => N
[IS_REQUIRED] => N
[VERSION] => 2
[USER_TYPE] => EAutocomplete
[USER_TYPE_SETTINGS] => Array
(
[VIEW] => E
[SHOW_ADD] => N
[MAX_WIDTH] => 0
[MIN_HEIGHT] => 24
[MAX_HEIGHT] => 1000
[BAN_SYM] => ,;
[REP_SYM] =>
[OTHER_REP_SYM] =>
[IBLOCK_MESS] => N
)
[HINT] =>
[~NAME] => Материалы
[~DEFAULT_VALUE] =>
[VALUE_ENUM] =>
[VALUE_XML_ID] =>
[VALUE_SORT] =>
[VALUE] =>
[PROPERTY_VALUE_ID] =>
[DESCRIPTION] =>
[~DESCRIPTION] =>
[~VALUE] =>
)
[DESCRIPTION] =>
)
[DISPLAY_PROPERTIES] => Array
(
)
[IPROPERTY_VALUES] => Array
(
)
)
1
Tumbling prices start with a $25 cart minimum and $1.25 per part. No minimum quantities are required! Bulk discounts begin when you add at least one identical part! Upload your file below to get instant pricing.
If you’d like multiple finishing services applied to your parts, such as anodizing + tumbling, please submit a custom quote request. Our team will evaluate if your parts are good candidates for combined finishing services and send you a quote!
Materials Available
Tumbling is available on a variety of materials at a minimum of 0.119″ thickness
As with all of our services, parts must meet certain requirements to qualify for tumbling.
Minimum parts size: 0.5″ x 1.5″
Maximum part size: 4″ x 7″
Material minimum thickness: 0.119″
These are general size requirements for tumbling. Please keep in mind that thin or fragile parts are not ideal for tumbling and may bend during the tumbling process. For thin and fragile parts, linear deburring is ideal.
File Setup
If after reading these guidelines you’ve found you need to make some changes to your part design, check out our tutorials for designing and preparing your files in Illustrator, Inkscape, and Fusion 360.
What to Expect From Finished Parts
Fragile geometry is not recommended, unsupported pieces will bend during the tumbling process
We cannot guarantee a consistent and uniform finish, especially between separate orders.
Edge softening cannot be precisely controlled.
Holes and interior cutouts smaller than 1/2″ will not be processed completely.
The finish will not be cosmetically perfect. This process is for deburring and edge softening only.
Pre-flight Checklist
File is in a format that we accept (2D: .dxf, .dwg, .ai, .eps; 3D: .step or .stp)
All holes and cutouts are at least 50% material thickness for laser cut parts
All holes and cutouts are no less than 0.070” for most waterjet cut parts
All holes and cutouts are no less than 0.125” for all CNC routed parts
File is built at a 1:1 scale, preferably in inch or mm units
All objects are on the same layer
All stray points, duplicate lines, empty objects and text areas have been removed
No shapes have open contours
All shapes have been united, combined or merged
All text has been converted to outlines or paths
Cut-out text (reversed text) has bridges or has been stencilized
[~DETAIL_TEXT] =>
Pricing and Order Information
Starting at $25 cart minimum and $1.25 per part
Tumbling prices start with a $25 cart minimum and $1.25 per part. No minimum quantities are required! Bulk discounts begin when you add at least one identical part! Upload your file below to get instant pricing.
If you’d like multiple finishing services applied to your parts, such as anodizing + tumbling, please submit a custom quote request. Our team will evaluate if your parts are good candidates for combined finishing services and send you a quote!
Materials Available
Tumbling is available on a variety of materials at a minimum of 0.119″ thickness
As with all of our services, parts must meet certain requirements to qualify for tumbling.
Minimum parts size: 0.5″ x 1.5″
Maximum part size: 4″ x 7″
Material minimum thickness: 0.119″
These are general size requirements for tumbling. Please keep in mind that thin or fragile parts are not ideal for tumbling and may bend during the tumbling process. For thin and fragile parts, linear deburring is ideal.
File Setup
If after reading these guidelines you’ve found you need to make some changes to your part design, check out our tutorials for designing and preparing your files in Illustrator, Inkscape, and Fusion 360.
What to Expect From Finished Parts
Fragile geometry is not recommended, unsupported pieces will bend during the tumbling process
We cannot guarantee a consistent and uniform finish, especially between separate orders.
Edge softening cannot be precisely controlled.
Holes and interior cutouts smaller than 1/2″ will not be processed completely.
The finish will not be cosmetically perfect. This process is for deburring and edge softening only.
Pre-flight Checklist
File is in a format that we accept (2D: .dxf, .dwg, .ai, .eps; 3D: .step or .stp)
All holes and cutouts are at least 50% material thickness for laser cut parts
All holes and cutouts are no less than 0.070” for most waterjet cut parts
All holes and cutouts are no less than 0.125” for all CNC routed parts
File is built at a 1:1 scale, preferably in inch or mm units
All objects are on the same layer
All stray points, duplicate lines, empty objects and text areas have been removed
No shapes have open contours
All shapes have been united, combined or merged
All text has been converted to outlines or paths
Cut-out text (reversed text) has bridges or has been stencilized
[DETAIL_TEXT_TYPE] => html
[~DETAIL_TEXT_TYPE] => html
[PREVIEW_TEXT] => Before using our tumbling services, read through our guidelines to make sure your file is set up for success.
[~PREVIEW_TEXT] => Before using our tumbling services, read through our guidelines to make sure your file is set up for success.
[PREVIEW_TEXT_TYPE] => text
[~PREVIEW_TEXT_TYPE] => text
[PREVIEW_PICTURE] => Array
(
[ID] => 411
[TIMESTAMP_X] => 24.09.2024 15:46:03
[MODULE_ID] => iblock
[HEIGHT] => 900
[WIDTH] => 1000
[FILE_SIZE] => 44956
[CONTENT_TYPE] => image/webp
[SUBDIR] => iblock/a96
[FILE_NAME] => mqpujancz3fzjd14iiw4nkbb7gduysx2.webp
[ORIGINAL_NAME] => tumble-brass-laser.webp
[DESCRIPTION] =>
[HANDLER_ID] =>
[EXTERNAL_ID] => 4a5af919ab8c8b9eb0df751b68e97a73
[VERSION_ORIGINAL_ID] =>
[META] =>
[SRC] => /upload/iblock/a96/mqpujancz3fzjd14iiw4nkbb7gduysx2.webp
[UNSAFE_SRC] => /upload/iblock/a96/mqpujancz3fzjd14iiw4nkbb7gduysx2.webp
[SAFE_SRC] => /upload/iblock/a96/mqpujancz3fzjd14iiw4nkbb7gduysx2.webp
[ALT] => Обработка в барабане
[TITLE] => Обработка в барабане
)
[~PREVIEW_PICTURE] => 411
[LANG_DIR] => /
[~LANG_DIR] => /
[CODE] => tumbling
[~CODE] => tumbling
[EXTERNAL_ID] => 264
[~EXTERNAL_ID] => 264
[IBLOCK_TYPE_ID] => content
[~IBLOCK_TYPE_ID] => content
[IBLOCK_CODE] =>
[~IBLOCK_CODE] =>
[IBLOCK_EXTERNAL_ID] =>
[~IBLOCK_EXTERNAL_ID] =>
[LID] => s1
[~LID] => s1
[EDIT_LINK] =>
[DELETE_LINK] =>
[DISPLAY_ACTIVE_FROM] =>
[FIELDS] => Array
(
[ID] => 264
)
[PROPERTIES] => Array
(
[VIDEO] => Array
(
[ID] => 30
[IBLOCK_ID] => 4
[NAME] => Главное видео
[ACTIVE] => Y
[SORT] => 1
[CODE] => VIDEO
[DEFAULT_VALUE] =>
[PROPERTY_TYPE] => S
[ROW_COUNT] => 1
[COL_COUNT] => 30
[LIST_TYPE] => L
[MULTIPLE] => N
[XML_ID] =>
[FILE_TYPE] =>
[MULTIPLE_CNT] => 5
[LINK_IBLOCK_ID] => 0
[WITH_DESCRIPTION] => N
[SEARCHABLE] => N
[FILTRABLE] => N
[IS_REQUIRED] => N
[VERSION] => 2
[USER_TYPE] =>
[USER_TYPE_SETTINGS] => Array
(
)
[HINT] =>
[~NAME] => Главное видео
[~DEFAULT_VALUE] =>
[VALUE_ENUM] =>
[VALUE_XML_ID] =>
[VALUE_SORT] =>
[VALUE] => https://www.youtube.com/embed/T-_nP8mK5uU
[PROPERTY_VALUE_ID] => 264:30
[DESCRIPTION] =>
[~VALUE] => https://www.youtube.com/embed/T-_nP8mK5uU
[~DESCRIPTION] =>
)
[MORE_VIDEO] => Array
(
[ID] => 31
[IBLOCK_ID] => 4
[NAME] => Видео
[ACTIVE] => Y
[SORT] => 2
[CODE] => MORE_VIDEO
[DEFAULT_VALUE] =>
[PROPERTY_TYPE] => S
[ROW_COUNT] => 1
[COL_COUNT] => 30
[LIST_TYPE] => L
[MULTIPLE] => Y
[XML_ID] =>
[FILE_TYPE] =>
[MULTIPLE_CNT] => 5
[LINK_IBLOCK_ID] => 0
[WITH_DESCRIPTION] => N
[SEARCHABLE] => N
[FILTRABLE] => N
[IS_REQUIRED] => N
[VERSION] => 2
[USER_TYPE] =>
[USER_TYPE_SETTINGS] => Array
(
)
[HINT] =>
[~NAME] => Видео
[~DEFAULT_VALUE] =>
[VALUE_ENUM] =>
[VALUE_XML_ID] =>
[VALUE_SORT] =>
[VALUE] =>
[PROPERTY_VALUE_ID] =>
[DESCRIPTION] =>
[~DESCRIPTION] =>
[~VALUE] =>
)
[FAQ] => Array
(
[ID] => 33
[IBLOCK_ID] => 4
[NAME] => FAQ
[ACTIVE] => Y
[SORT] => 3
[CODE] => FAQ
[DEFAULT_VALUE] =>
[PROPERTY_TYPE] => E
[ROW_COUNT] => 1
[COL_COUNT] => 30
[LIST_TYPE] => L
[MULTIPLE] => Y
[XML_ID] =>
[FILE_TYPE] =>
[MULTIPLE_CNT] => 5
[LINK_IBLOCK_ID] => 5
[WITH_DESCRIPTION] => N
[SEARCHABLE] => N
[FILTRABLE] => N
[IS_REQUIRED] => N
[VERSION] => 2
[USER_TYPE] => EAutocomplete
[USER_TYPE_SETTINGS] => Array
(
[VIEW] => A
[SHOW_ADD] => N
[MAX_WIDTH] => 0
[MIN_HEIGHT] => 24
[MAX_HEIGHT] => 1000
[BAN_SYM] => ,;
[REP_SYM] =>
[OTHER_REP_SYM] =>
[IBLOCK_MESS] => N
)
[HINT] =>
[~NAME] => FAQ
[~DEFAULT_VALUE] =>
[VALUE_ENUM] =>
[VALUE_XML_ID] =>
[VALUE_SORT] =>
[VALUE] =>
[PROPERTY_VALUE_ID] =>
[DESCRIPTION] =>
[~DESCRIPTION] =>
[~VALUE] =>
)
[BLOG] => Array
(
[ID] => 34
[IBLOCK_ID] => 4
[NAME] => BLOG
[ACTIVE] => Y
[SORT] => 4
[CODE] => BLOG
[DEFAULT_VALUE] =>
[PROPERTY_TYPE] => E
[ROW_COUNT] => 1
[COL_COUNT] => 30
[LIST_TYPE] => L
[MULTIPLE] => Y
[XML_ID] =>
[FILE_TYPE] =>
[MULTIPLE_CNT] => 5
[LINK_IBLOCK_ID] => 6
[WITH_DESCRIPTION] => N
[SEARCHABLE] => N
[FILTRABLE] => N
[IS_REQUIRED] => N
[VERSION] => 2
[USER_TYPE] => EAutocomplete
[USER_TYPE_SETTINGS] => Array
(
[VIEW] => A
[SHOW_ADD] => N
[MAX_WIDTH] => 0
[MIN_HEIGHT] => 24
[MAX_HEIGHT] => 1000
[BAN_SYM] => ,;
[REP_SYM] =>
[OTHER_REP_SYM] =>
[IBLOCK_MESS] => N
)
[HINT] =>
[~NAME] => BLOG
[~DEFAULT_VALUE] =>
[VALUE_ENUM] =>
[VALUE_XML_ID] =>
[VALUE_SORT] =>
[VALUE] =>
[PROPERTY_VALUE_ID] =>
[DESCRIPTION] =>
[~DESCRIPTION] =>
[~VALUE] =>
)
[MATERIALS] => Array
(
[ID] => 32
[IBLOCK_ID] => 4
[NAME] => Материалы
[ACTIVE] => Y
[SORT] => 10
[CODE] => MATERIALS
[DEFAULT_VALUE] =>
[PROPERTY_TYPE] => E
[ROW_COUNT] => 1
[COL_COUNT] => 30
[LIST_TYPE] => L
[MULTIPLE] => Y
[XML_ID] =>
[FILE_TYPE] =>
[MULTIPLE_CNT] => 5
[LINK_IBLOCK_ID] => 1
[WITH_DESCRIPTION] => N
[SEARCHABLE] => N
[FILTRABLE] => N
[IS_REQUIRED] => N
[VERSION] => 2
[USER_TYPE] => EAutocomplete
[USER_TYPE_SETTINGS] => Array
(
[VIEW] => E
[SHOW_ADD] => N
[MAX_WIDTH] => 0
[MIN_HEIGHT] => 24
[MAX_HEIGHT] => 1000
[BAN_SYM] => ,;
[REP_SYM] =>
[OTHER_REP_SYM] =>
[IBLOCK_MESS] => N
)
[HINT] =>
[~NAME] => Материалы
[~DEFAULT_VALUE] =>
[VALUE_ENUM] =>
[VALUE_XML_ID] =>
[VALUE_SORT] =>
[VALUE] =>
[PROPERTY_VALUE_ID] =>
[DESCRIPTION] =>
[~DESCRIPTION] =>
[~VALUE] =>
)
[DESCRIPTION] =>
)
[DISPLAY_PROPERTIES] => Array
(
)
[IPROPERTY_VALUES] => Array
(
)
)
1
If you don’t have a DXF file for laser cutting, no problem! Our
Parts Builder features fully customizable laser cutting templates,
which allow you to select, customize, and order a variety of parts
from simple brackets to house numbers in a matter of minutes.
Have a detailed sketch or a cardboard template? Send it to our Design
Services team. We can create a CAD file to add to your cart.
We offer a variety of finishing
processes and services to get your parts looking exactly how you imagine.
Familiarize yourself with our services and
guidelines before uploading your design.
Анодирование
Мы предлагаем услуги анодирования класса II, чтобы придать долговечность и необходимые характеристики вашим деталям, вырезанным лазером.
Online Laser Cutting versus Waterjet Cutting and CNC Routing
We also offer waterjet cutting and cnc routing. The good news is that we will always
select the best machine for your project that will cut your parts with efficiency
and at the most affordable rate. Here’s a breakdown of which service is best suited
for different projects and materials.
If your bent part requires an odd flange shape, we can bend it if you
create a flat reference point or “break-off tab.” Learn how to set up
your design for successful bending with an irregular flange shape.
You can prevent deformation and tearing with bent parts by adjusting
flange length, moving cut features away from the bend line, or adding
bend reliefs. Read the full FAQ to learn how!
Our bend relief requirements depend on the material chosen for your part.
We provide a relief depth specification for each bendable material
thickness to remove the guesswork. Read the full FAQ to learn how to
apply it!
Our channel bend (also known as u-channel and c-channel) requirements
depend on the material, stock thickness, and part design geometry. Read
the full FAQ to learn our general and specific limits for these types of
bends!
Window bends have additional requirements since they’re enclosed. Read
the full FAQ to learn about minimum sizing and other considerations for
window and recessed bends.
Our requirements for joggle bends depend on the material and bend angles.
Generally, the more acute the angle, the more space is required between
bends. Learn our specific criteria in the full FAQ!
Upload your CAD
design, or try one of our customizable part templates to get
instant pricing on your custom laser cut parts. All
delivered to your door in a matter of days.
Flush
Standoff, 4-40, .250" Zinc plus Clear Chromate
Aluminum:
5052, 6061, 7075
Steel: Mild, G30
SKU
SO-440-8
Thread Size
4-40 x .250″
Hole size in sheet (+0.003/-.0.000)
.168″
Minimum sheet thickness
0.040″
Maximum sheet thickness
.125″
Fastener material
Steel
Minimum distance hole C/L to edge
0.230″
When determining the distance between two or
more fasteners, you can calculate the distance by the
formula, C/L to edge + 1/2 the diameter of the second
mounting hole.
.345″
Recommended panel material
Steel/Aluminum
Coating type
Zinc
Length
.250″
Aluminum material ranges (5052, 6061, 7075)
0.040″-0.125″
Steel material ranges (CRS, HRPO, HR)
0.048″-0.119″
We proudly use hardware by PEM
Flush
Standoff, 4-40, .250" Passivated
Stainless
Steel: 304, 316
SKU
SO4-440-8
Thread Size
440
Hole size in sheet (+0.003/-.0.000)
.166″
Minimum sheet thickness
0.04″
Maximum sheet thickness
.125″
Fastener material
400 Stainless Steel
Minimum distance hole C/L to edge
0.230″
When determining the distance between two or
more fasteners, you can calculate the distance by the
formula, C/L to edge + 1/2 the diameter of the second
mounting hole. Example shown with x2 of the same
hardware.


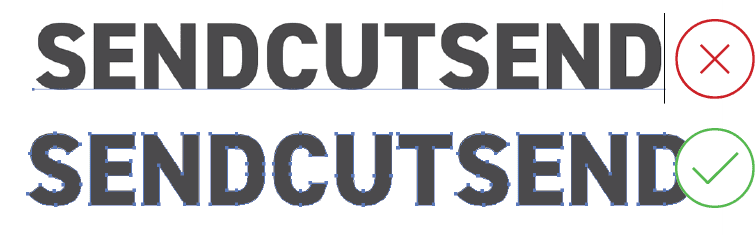





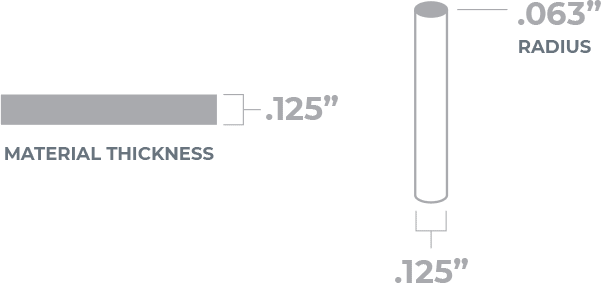

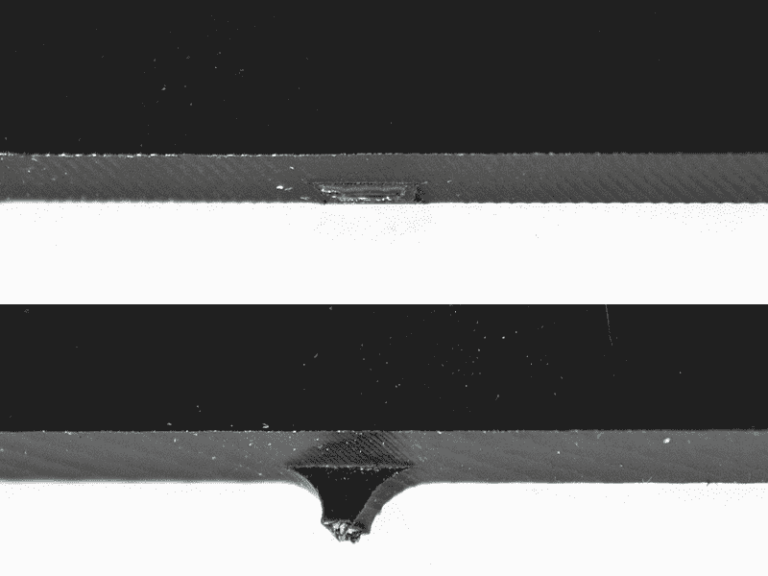
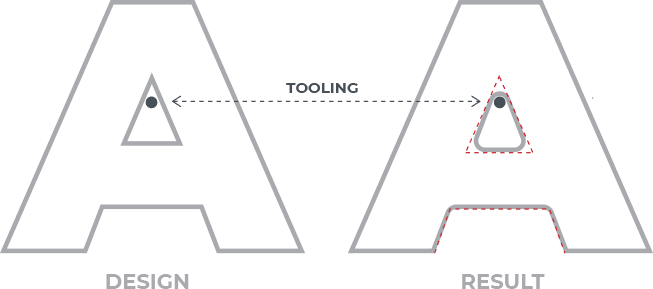
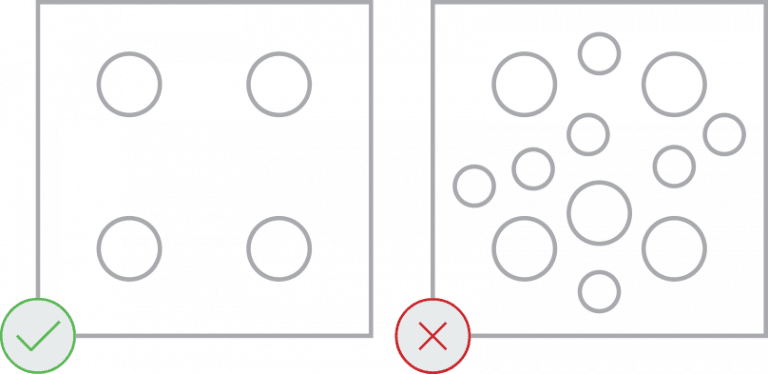
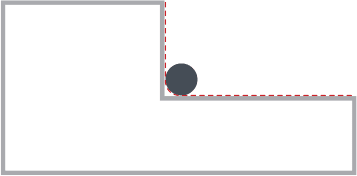


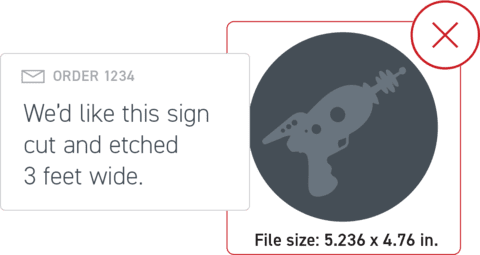
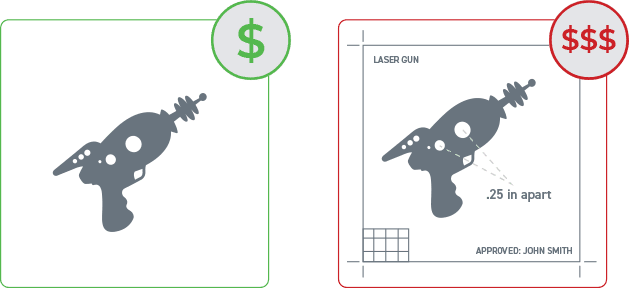
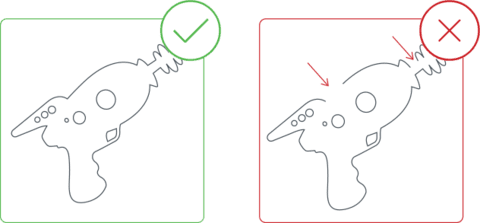
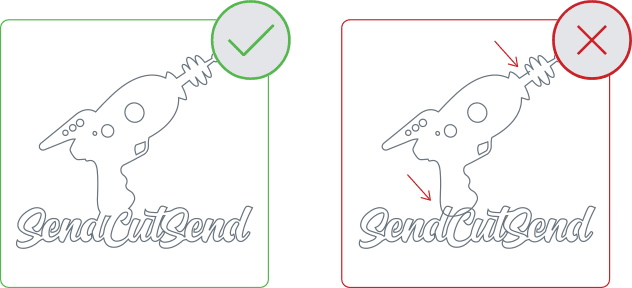

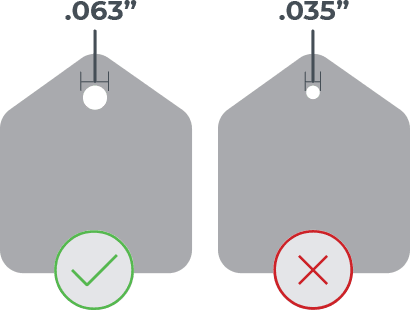











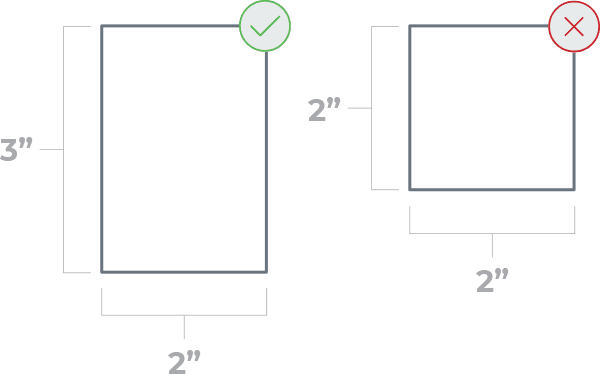











































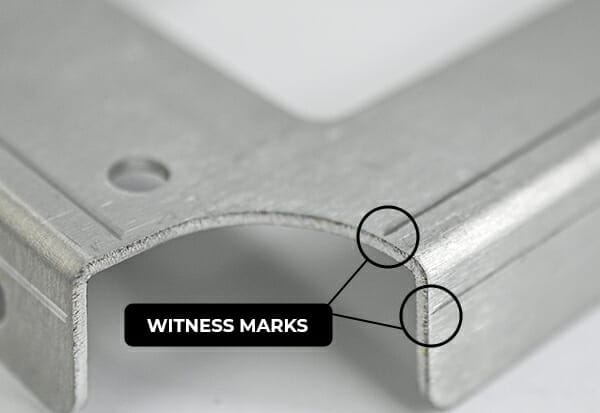
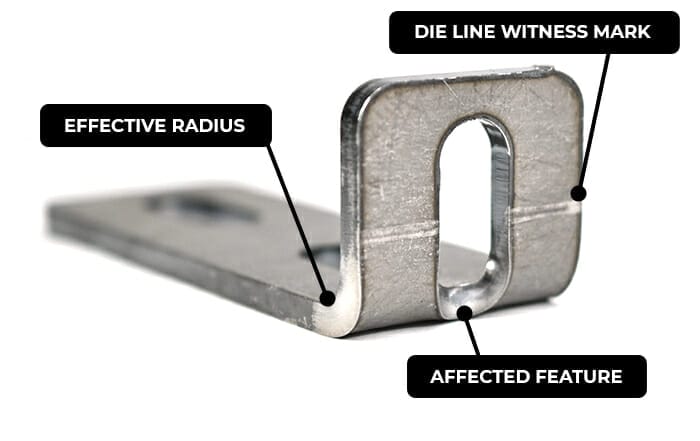







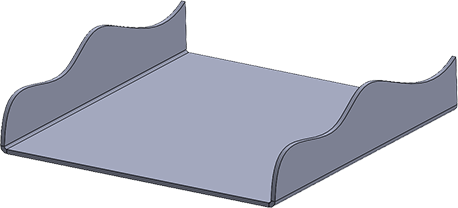

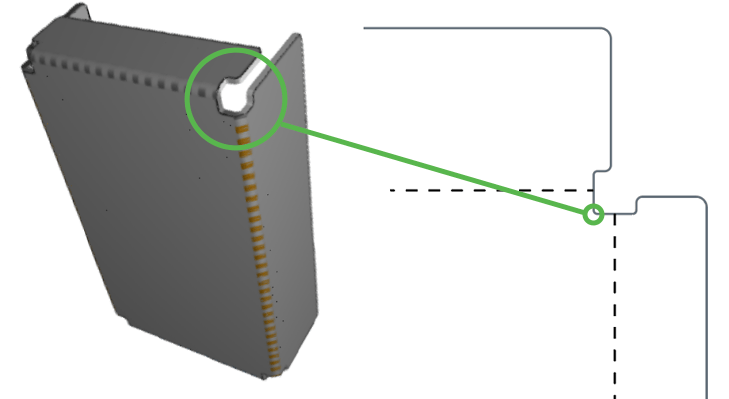







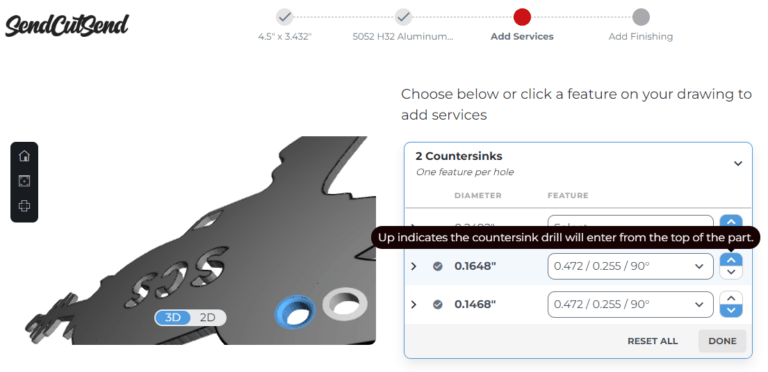











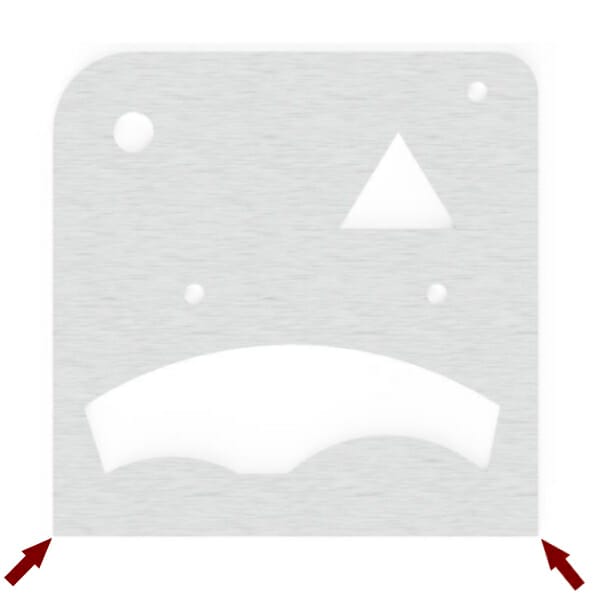
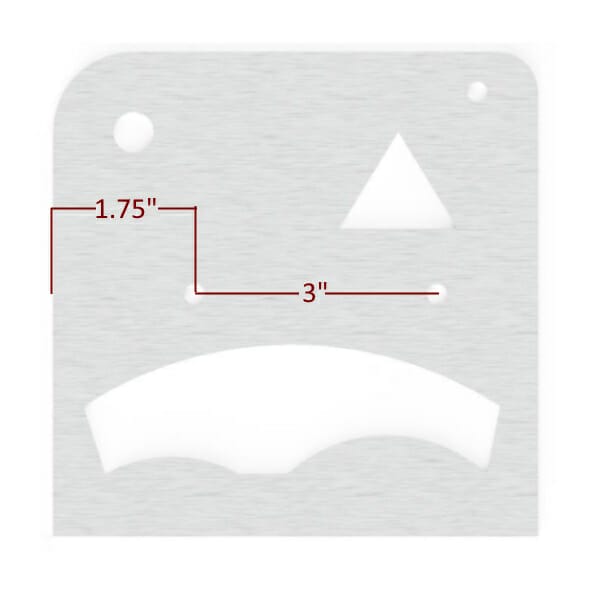
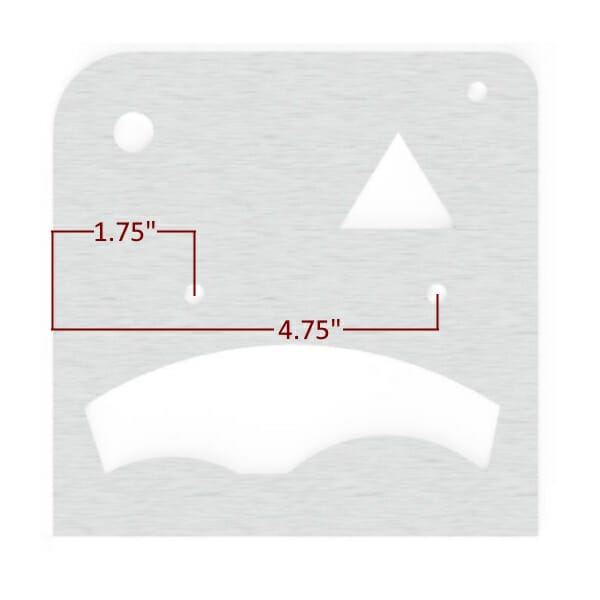
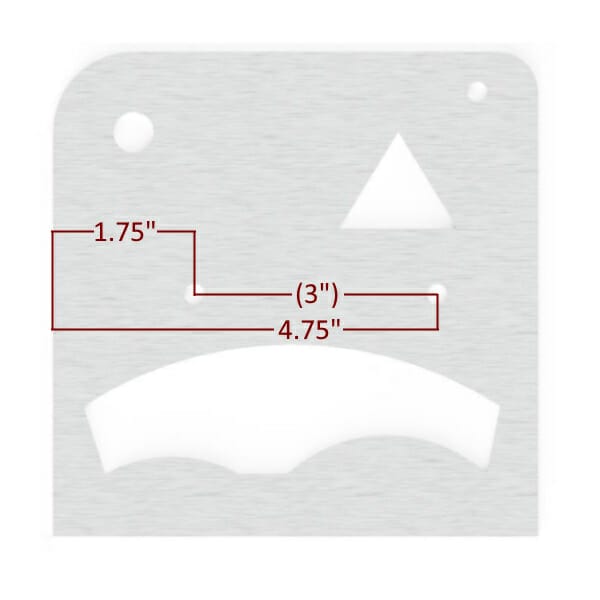
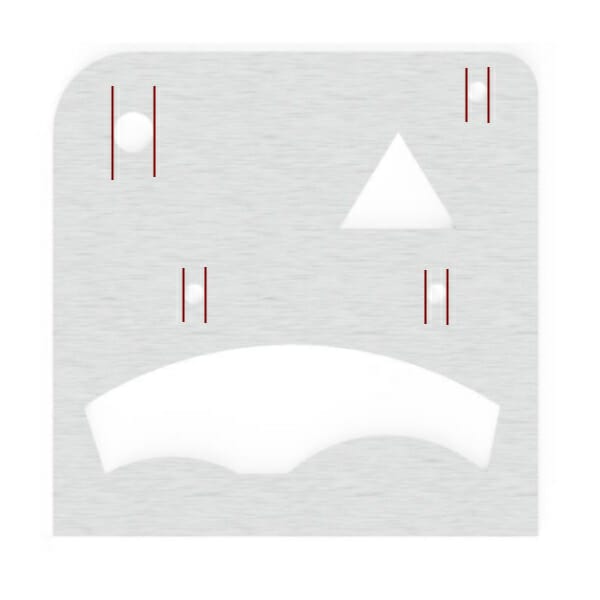
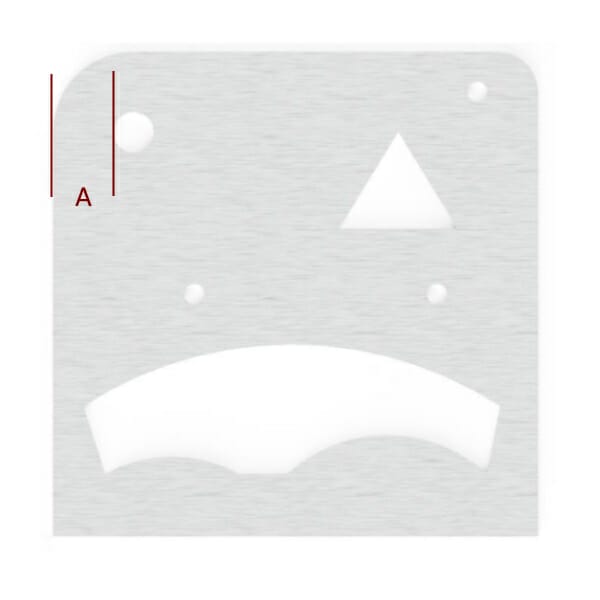
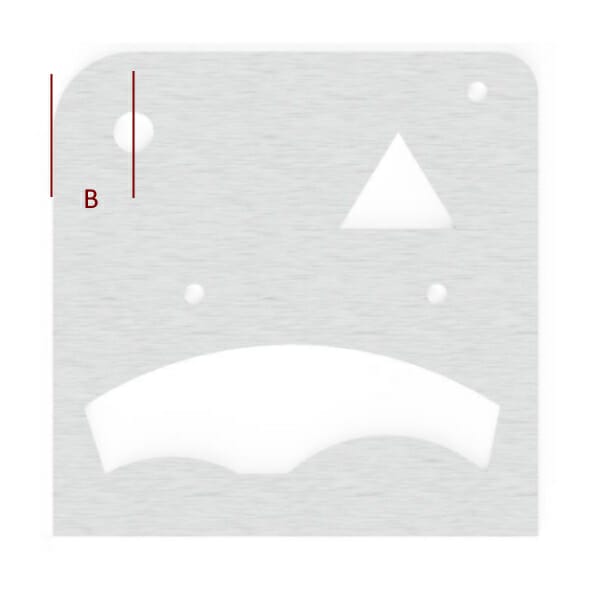
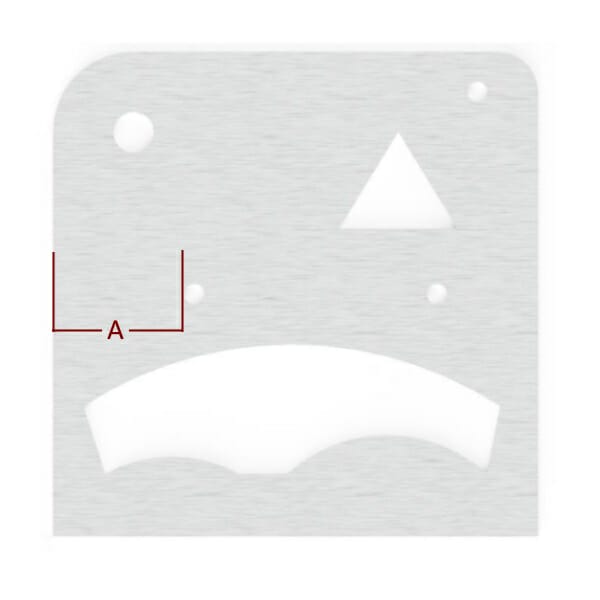
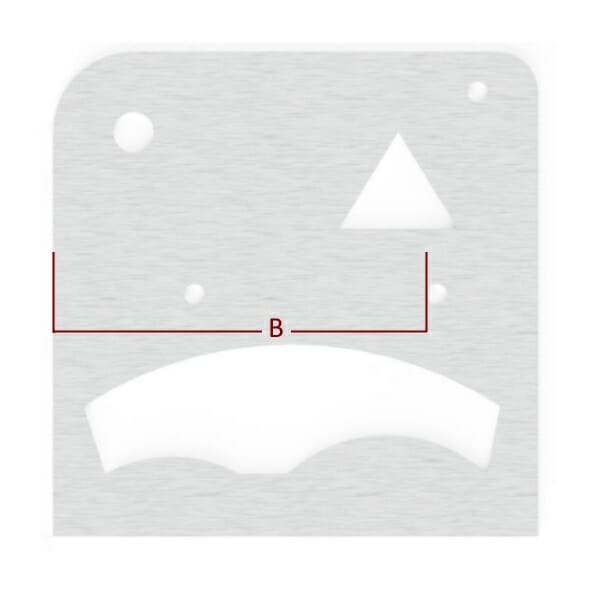
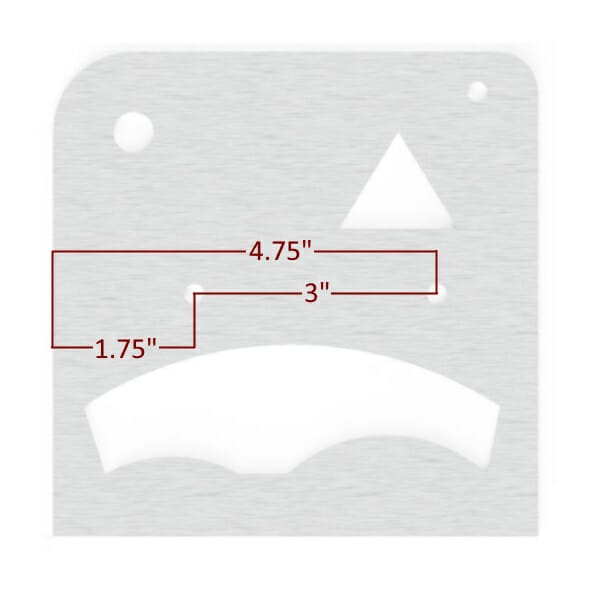
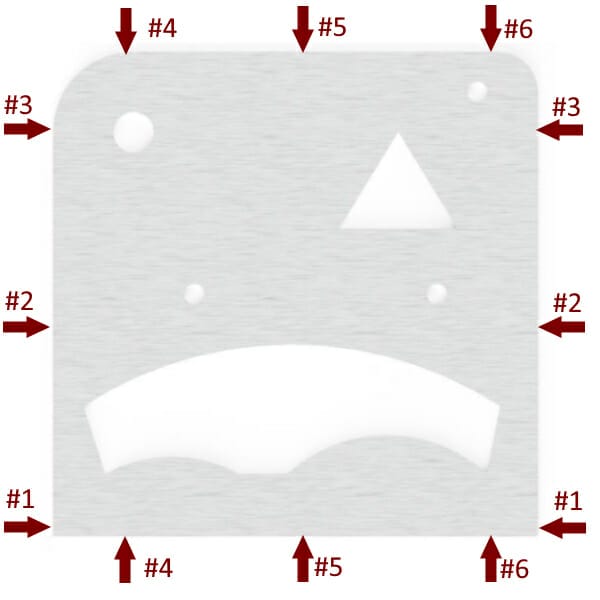
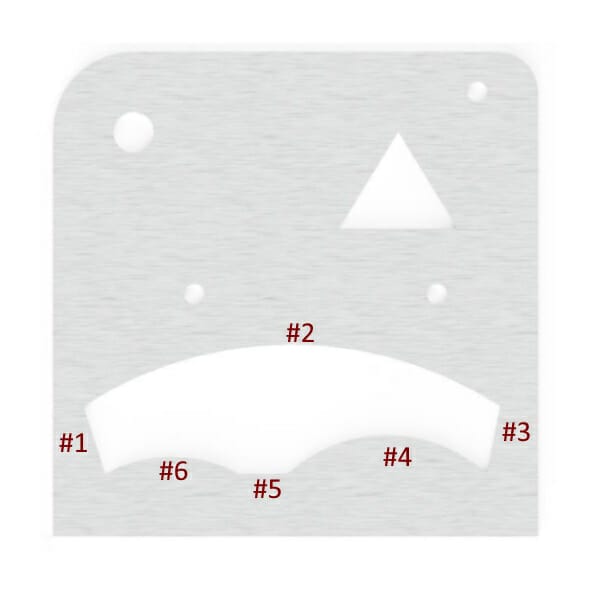
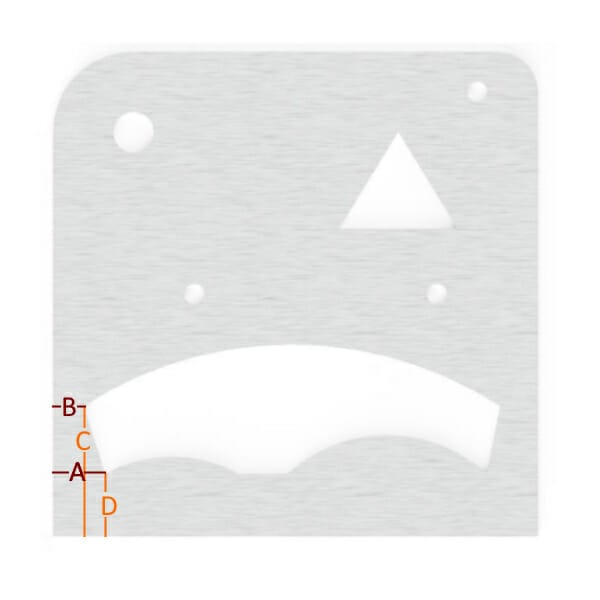
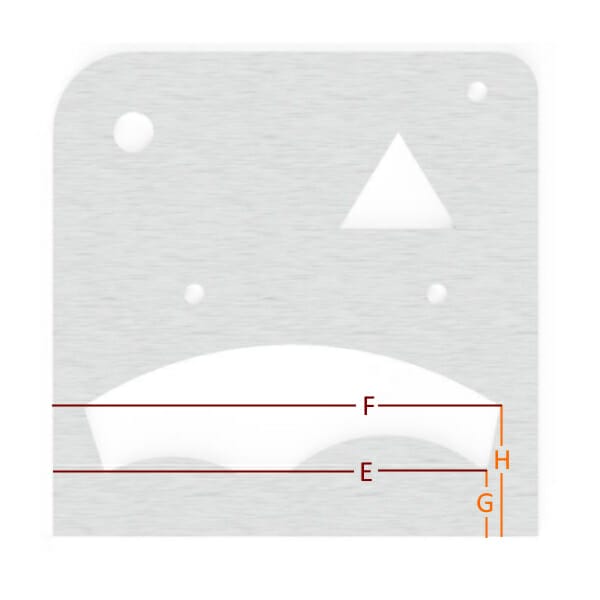
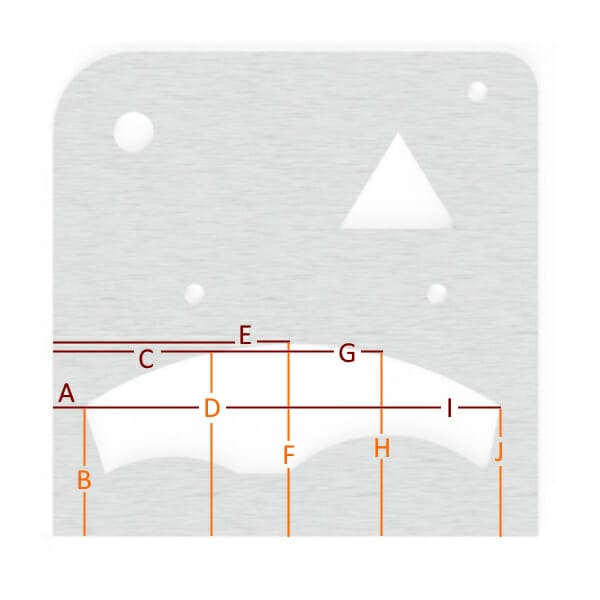
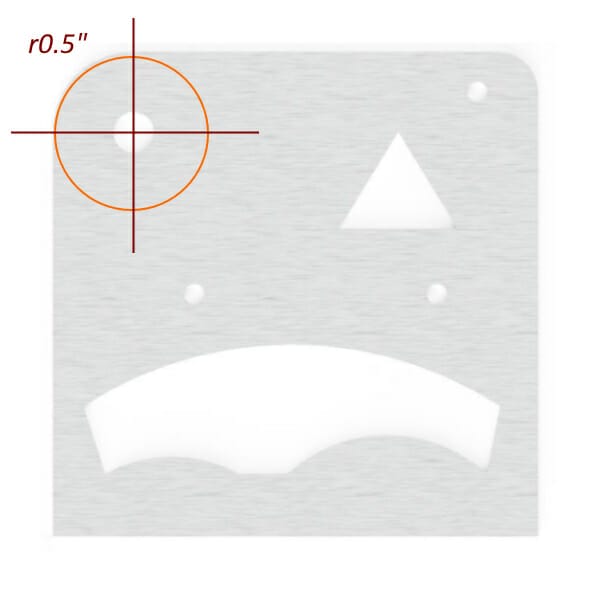

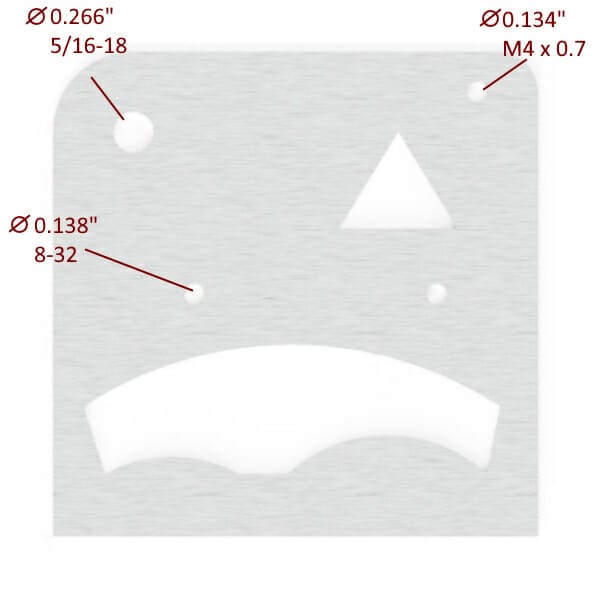
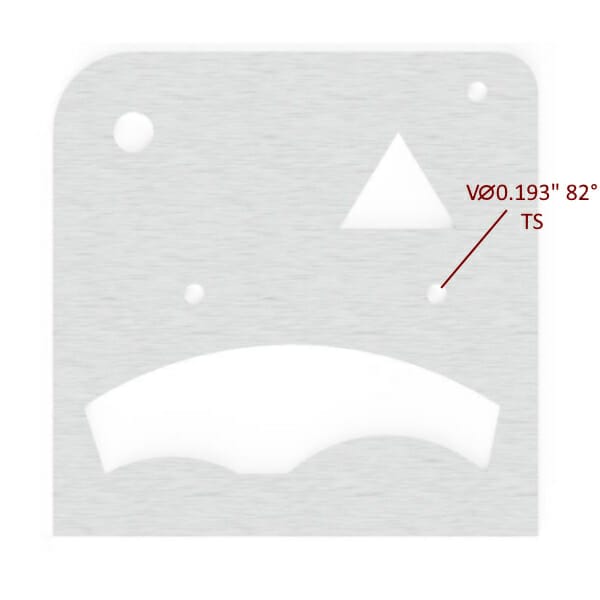
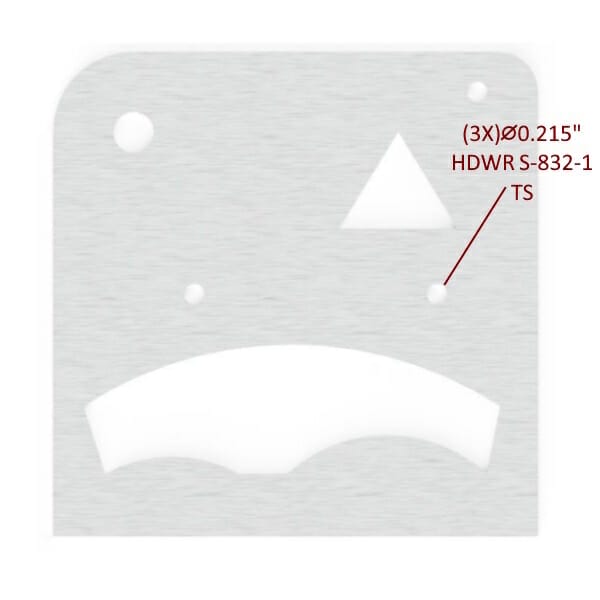
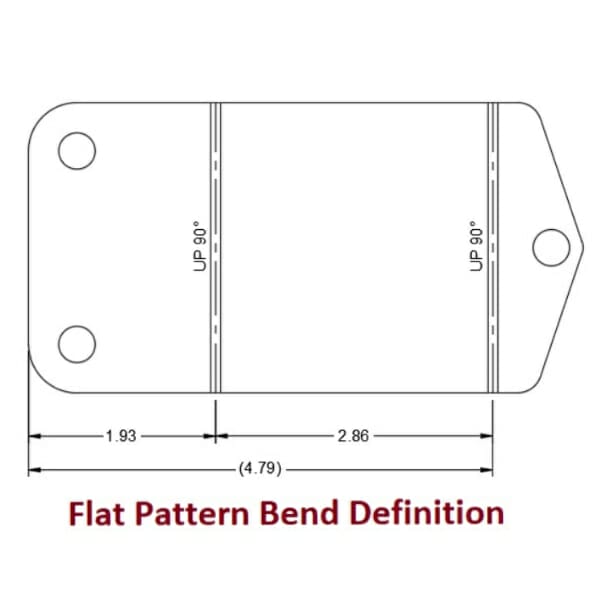
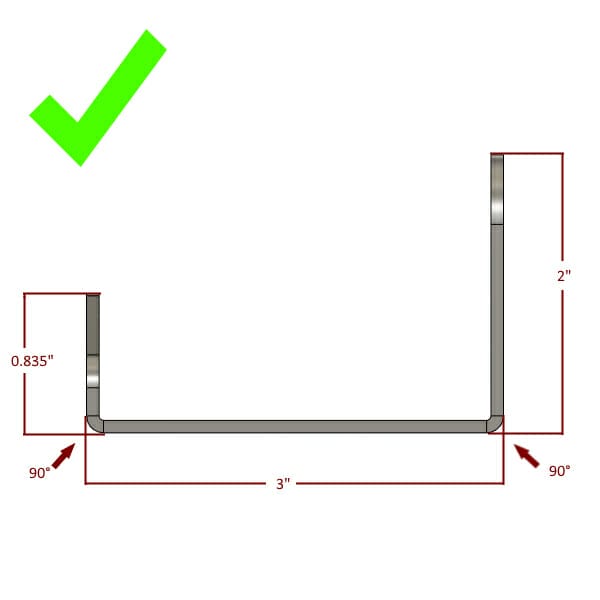
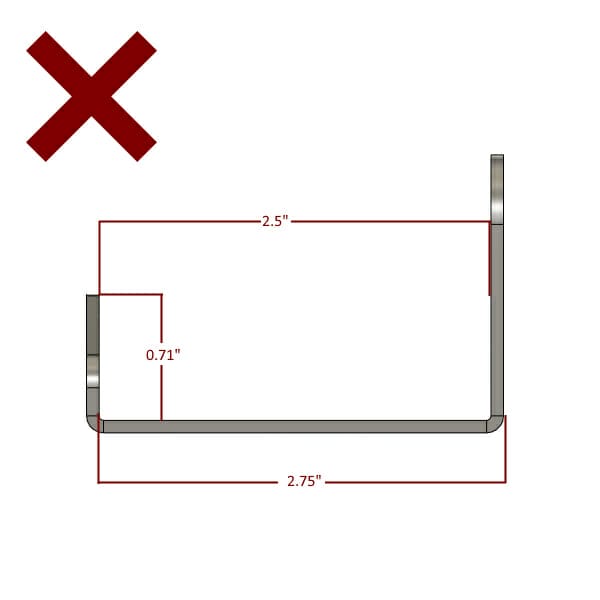
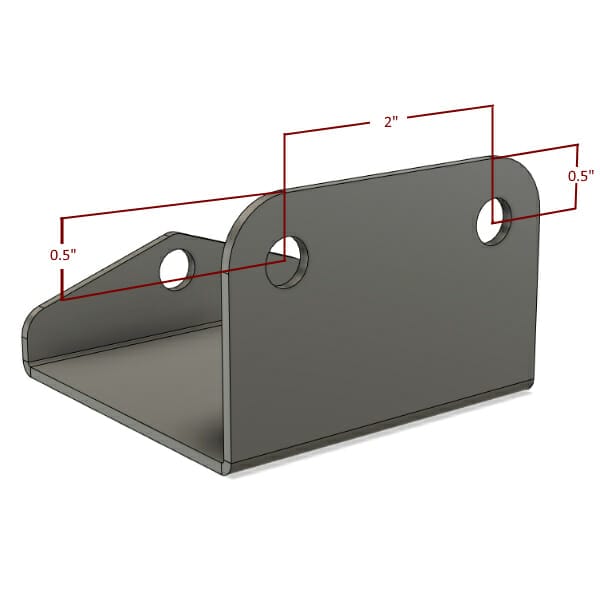


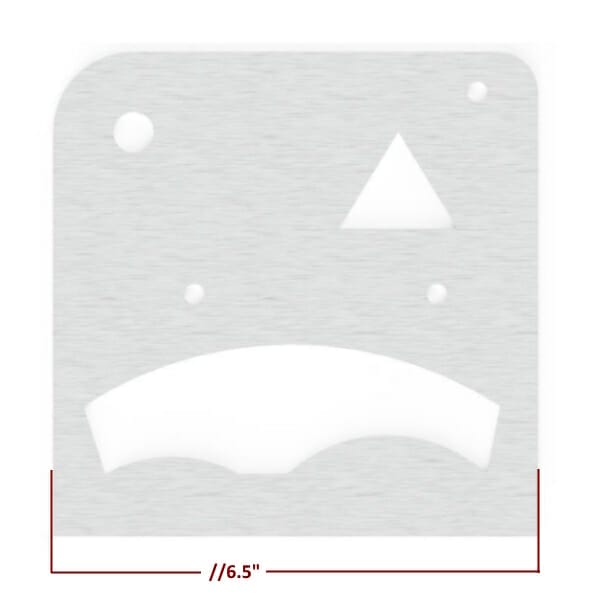
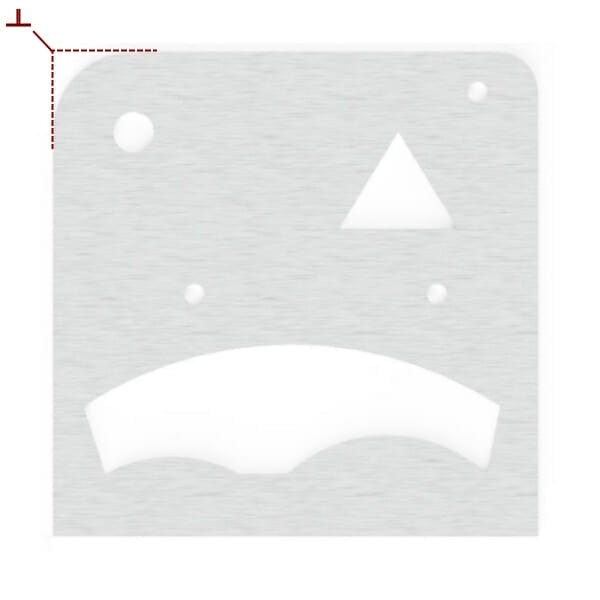


















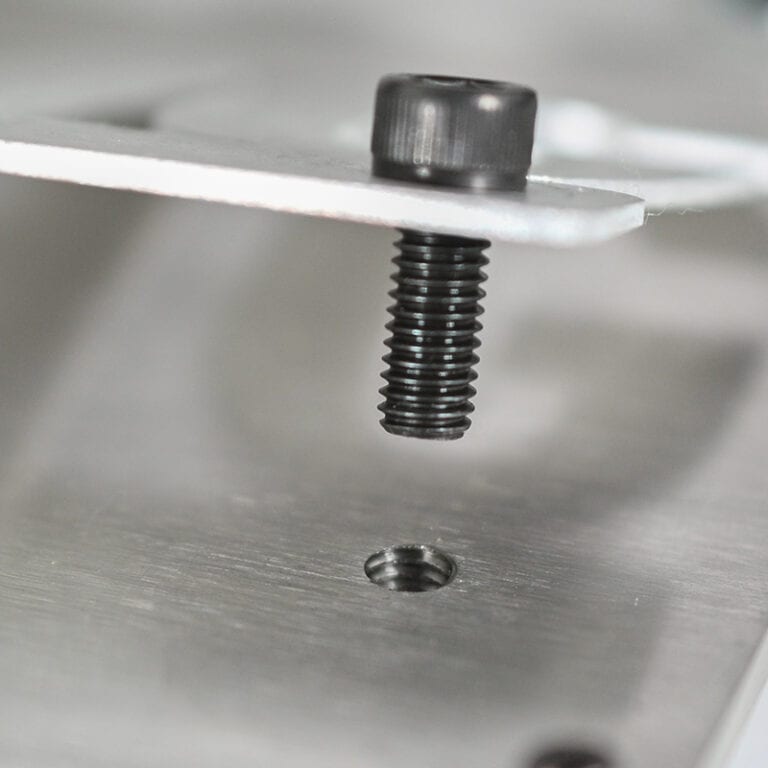






























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}